Welcome to GoBozor




Internal Hole Rolling Cutter Mirror Rolling Tool High Speed Steel Through Hole Rolling Cutter For Lathe
Price section
Price from:
3,761,648 so'm
Specifications
Through-hole type rolling knife
Guaranteed delivery time
If we are 45 days late, you will receive your order for free. More details
Always in touch with you
We will answer any questions every day.
Secure payment in a convenient way
We will accept payment by any card
BNPL available
About the product
Characteristic
- Material
High speed steel
- Origin
Wuxi
- Item No.
TK-D-L
- Processing range
8-150
- Model
TK40-ZB20
- Standard No.
TK40-ZB20
- Product category
Rolling Knife
- Whether to import
No
- Order No.
18961863005
Description


内孔滚压刀 镜面滚压工具 通孔型滚光刀挤压刀滚压头






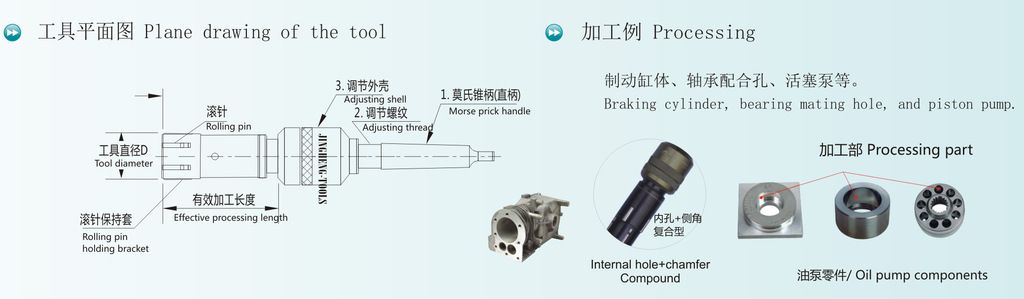
滚压加工是一种无切屑加工,通过一定形式的滚压工具向工件表面施加一定压力。在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的。
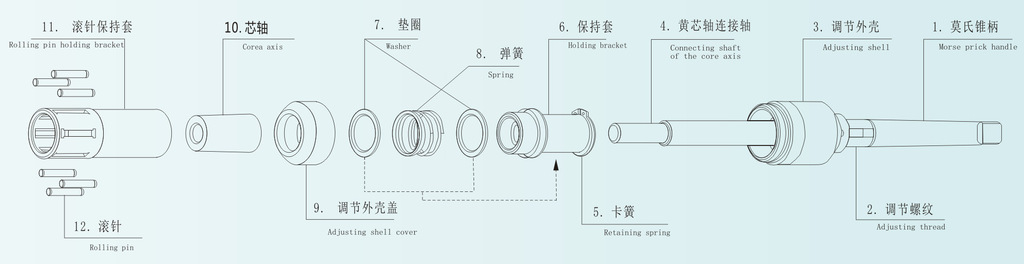
通孔型和盲孔型消耗
部件的更换
使用方法 Use
1.将工具装夹在钻、车、铣、镗床和数控车床、加工中心等机床主轴上,工具转动,工件不动进行右旋转加工,也可工具固定,工件旋转加工,工具与加工孔的中心重合。
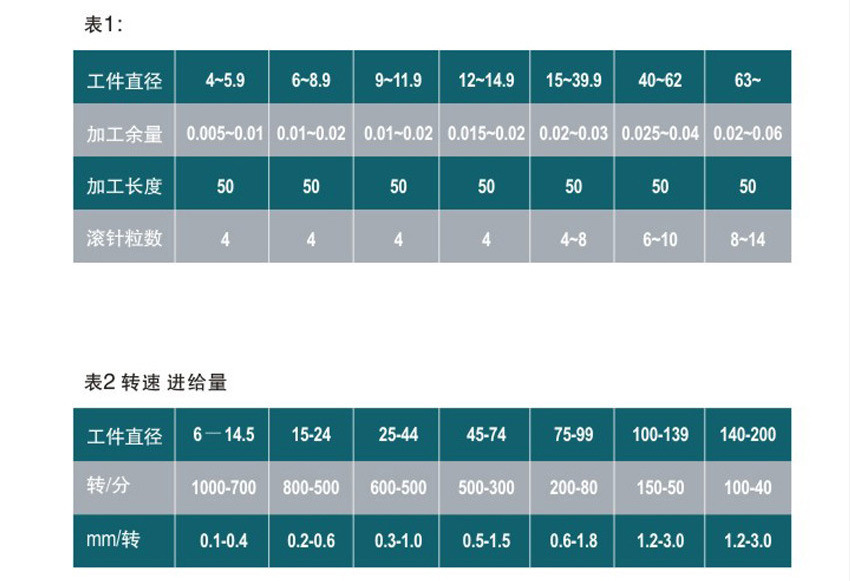
加工条件:
| 工件直径mm | 4~14.5 | 15~24 | 25~44 | 45~74 | 75~99 | 100~139 | 140~200 |
| 转速r/min Rotation speed | 1500~1000 | 1000~800 | 800~500 | 700~400 | 500~300 | 400~250 | 300~150 |
| 进给速度mm/rev Feed speed | 0.1~0.4 | 0.2~0.6 | 0.3~1.0 | 0.4~1.2 | 0.5~1.5 | 1.0~2.0 | 1.2~2.5 |
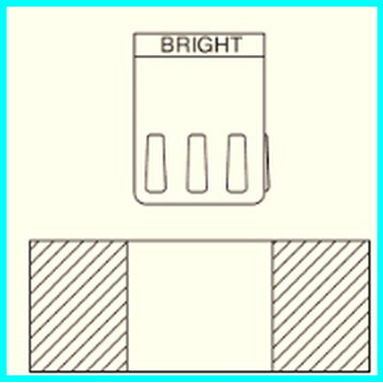
2.上下推动有刻度铝壳同时左右旋转,可调整工具直径,每格刻度为0.0025mm(见图)。调整范围0.5mm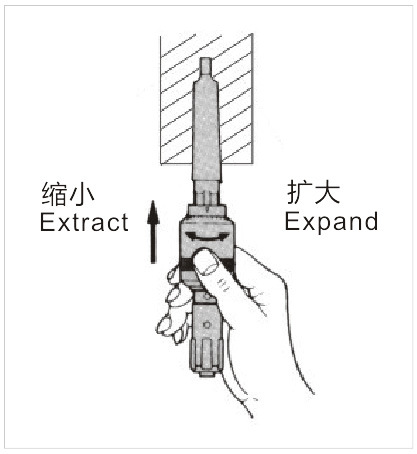
3.加工时须用冷却润滑油,润滑油要过滤并保持清洁(也包括滚压外径、平面、 锥面、球面)。
4.工具退回时会自动缩小直径,不会伤到已加工表面。
注意事项 Precautions
1.滚压前孔壁不宜有较深刀痕,刀纹应均匀、松弛(此条件也包括滚压外径、平面、锥面、球面),粗糙度Ra3.2以内。
2.为了获得合理的滚压余量,应根据工件本身情况(主要是材质、硬度、滚压前表面精糙度)有所选择,故批量加工前应试加工2~3件,求出合适滚压余量。(见表)
3.加工盲孔时底部约0.5mm无法加工,为使滚压头不能加工的部分小,调整好工具直径后,磨削除滚针顶部同样位置的心轴部分。
4.工件必须有足够的壁厚,一般应超过孔径的15%,若壁太薄,应在减少壁厚前进行滚压,或用一个型架来支撑周边。
5.根据机床选择好工具装夹部形状(直柄、莫氏锥柄、BT柄等)。



Characters
Properties
- Material
High speed steel
- Origin
Wuxi
- Item No.
TK-D-L
- Processing range
8-150
Description
内孔滚压刀 镜面滚压工具 通孔型滚光刀挤压刀滚压头
滚压加工是一种无切屑加工,通过一定形式的滚压工具向工件表面施加一定压力。在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的。
通孔型和盲孔型消耗
部件的更换
使用方法 Use
1.将工具装夹在钻、车、铣、镗床和数控车床、加工中心等机床主轴上,工具转动,工件不动进行右旋转加工,也可工具固定,工件旋转加工,工具与加工孔的中心重合。
加工条件:
| 工件直径mm | 4~14.5 | 15~24 | 25~44 | 45~74 | 75~99 | 100~139 | 140~200 |
| 转速r/min Rotation speed | 1500~1000 | 1000~800 | 800~500 | 700~400 | 500~300 | 400~250 | 300~150 |
| 进给速度mm/rev Feed speed | 0.1~0.4 | 0.2~0.6 | 0.3~1.0 | 0.4~1.2 | 0.5~1.5 | 1.0~2.0 | 1.2~2.5 |
2.上下推动有刻度铝壳同时左右旋转,可调整工具直径,每格刻度为0.0025mm(见图)。调整范围0.5mm
3.加工时须用冷却润滑油,润滑油要过滤并保持清洁(也包括滚压外径、平面、 锥面、球面)。
4.工具退回时会自动缩小直径,不会伤到已加工表面。
注意事项 Precautions
1.滚压前孔壁不宜有较深刀痕,刀纹应均匀、松弛(此条件也包括滚压外径、平面、锥面、球面),粗糙度Ra3.2以内。
2.为了获得合理的滚压余量,应根据工件本身情况(主要是材质、硬度、滚压前表面精糙度)有所选择,故批量加工前应试加工2~3件,求出合适滚压余量。(见表)
3.加工盲孔时底部约0.5mm无法加工,为使滚压头不能加工的部分小,调整好工具直径后,磨削除滚针顶部同样位置的心轴部分。
4.工件必须有足够的壁厚,一般应超过孔径的15%,若壁太薄,应在减少壁厚前进行滚压,或用一个型架来支撑周边。
5.根据机床选择好工具装夹部形状(直柄、莫氏锥柄、BT柄等)。