GoBozor ga xush kelibsiz


Завод прямой латунный двухсторонний гвоздь взрыв охраны окружающей среды двойной хлеб крышка гриба гвоздь 3 мм-12 мм оболочки заклепка
Price section
dan boshlab
480 so'm
Технические характеристики и модели
Защита окружающей среды серебро/белый никель * 4*4 двусторонний гвоздь
Защита окружающей среды серебро/белый никель * 5*5 двусторонний гвоздь
Защита окружающей среды цвет серебра/белого никеля * 6*5 двусторонний гвоздь
Защита окружающей среды серебристый/белый никель цвет * 7*6 двусторонний гвоздь
Защита окружающей среды серебристый/белый никель цвет * 8*6 двусторонний гвоздь
Защита окружающей среды серебро/белый никель * 9*6 двусторонний гвоздь
Защита окружающей среды серебро/белый никель * 10*6 двусторонний гвоздь
Защита окружающей среды серебро/белый никель * 12*6 двухсторонний гвоздь
Защита окружающей среды цвет серебра/белого никеля * [3*3] двухсторонний гвоздь
Экологичный серебристый/белый никелевый цвет * 3*3 двусторонний гриб
Экологичный серебристый/белый никелевый цвет * 4*4 двусторонний гриб
Экологичный серебристый/белый никель цвет * 5*5 двусторонний гриб
Экологичный серебристый/белый никелевый цвет * 6*5 двусторонний гриб
Экологичный серебристый/белый никель цвет * 7*6 двусторонний гриб
Экологичный серебристый/белый никелевый цвет * 8*6 двусторонний гриб
Экологичный серебристый/белый никель цвет * 9*6 двусторонний гриб
Экологичный серебристый/белый никель цвет * 10*6 двусторонний гриб
Экологичный серебристый/белый никель цвет * 12*6 двусторонний гриб
Защита окружающей среды серебро/белый никель * 11 гриб + 10*8 футов
Защита окружающей среды бронза * 4*4 двусторонний гвоздь
Защита окружающей среды бронза * 5*5 двусторонний гвоздь
Защита окружающей среды бронза * 6*5 двусторонний гвоздь
Охрана окружающей среды бронза * 7*6 двусторонний гвоздь
Защита окружающей среды бронза * 8*6 двусторонний гвоздь
Защита окружающей среды бронза * 9*6 двусторонний гвоздь
Защита окружающей среды бронза * 10*6 двусторонний гвоздь
Защита окружающей среды бронза * 12*6 двусторонний гвоздь
Защита окружающей среды бронза * [3*3] двусторонний гвоздь
Эко-бронза * 3*3 Двухсторонний гриб
Двусторонний гриб зеленая бронза * 4*4
Экологичный бронзовый * 5*5 двухсторонний гриб
Двусторонний гриб зеленая бронза * 6*5
Защита окружающей среды бронза * 7*6 двусторонний гриб
Защита окружающей среды бронза * 8*6 двусторонний гриб
Эко-бронза * 9*6 двухсторонний гриб
Двусторонний гриб зеленая бронза * 10*6
Эко-бронза * 12*6 двухсторонний гриб
Зеленая бронза * 11 грибов + 10*8 футов
Зеленый цвет пистолета/черный никель * 4*4 двухсторонний гвоздь
Зеленый цвет пистолета/черный никель * 5*5 двухсторонний гвоздь
Зеленый цвет пистолета/черный никель * 6*5 двухсторонний гвоздь
Цвет зеленого пистолета/черный никель * 7*6 двухсторонний гвоздь
Зеленый цвет пистолета/черный никель * 8*6 двухсторонний гвоздь
Зеленый цвет пистолета/черный никель * 9*6 двухсторонний гвоздь
Зеленый цвет пистолета/черный никель * 10*6 двухсторонний гвоздь
Зеленый цвет пистолета/черный никель * 12*6 двухсторонний гвоздь
Зеленый цвет пистолета/черный никель * [3*3] двусторонний гвоздь
Зеленый цвет пистолета/цвет черного никеля * 3*3 Двухсторонний гриб
Зеленый цвет пистолета/цвет черного никеля * 4*4 двухсторонний гриб
Экологичный пистолет Color/Черный никель Color * 5*5 Двухсторонний гриб
Зеленый цвет пистолета/цвет черного никеля * 6*5 двухсторонний гриб
Зеленый цвет пистолета/цвет черного никеля * 7*6 двухсторонний гриб
Экологичный пистолет Color/Черный никель Color * 8*6 двухсторонний гриб
Зеленый цвет пистолета/цвет черного никеля * 9*6 двухсторонний гриб
Зеленый цвет пистолета/цвет черного никеля * 10*6 двухсторонний гриб
Зеленый цвет пистолета/черный никель * 12*6 двухсторонний гриб
Зеленый цвет пистолета/черный никель * 11 гриб + 10*8 футов
Защита окружающей среды древнее серебро * 4*4 двусторонний гвоздь
Защита окружающей среды древнее серебро * 5*5 двусторонний гвоздь
Защита окружающей среды древнее серебро * 6*5 двусторонний гвоздь
Защита окружающей среды древнее серебро * 7*6 двусторонний гвоздь
Защита окружающей среды древнее серебро * 8*6 двусторонний гвоздь
Защита окружающей среды древнее серебро * 9*6 двусторонний гвоздь
Охрана окружающей среды древнее серебро * 10*6 двухсторонний гвоздь
Защита окружающей среды древнее серебро * 12*6 двусторонний гвоздь
Защита окружающей среды древнее серебро * [3*3] двусторонний гвоздь
Защита окружающей среды древнее серебро * 3*3 Двухсторонний гриб
Защита окружающей среды древнее серебро * 4*4 двухсторонний гриб
Зеленый древний серебристый * 5*5 двухсторонний гриб
Защита окружающей среды Древний серебряный * 6*5 двухсторонний гриб
Защита окружающей среды Древний серебряный * 7*6 двухсторонний гриб
Защита окружающей среды Древний серебряный * 8*6 двухсторонний гриб
Охрана окружающей среды Древнее серебро * 9*6 двухсторонний гриб
Зеленый древний серебристый * 10*6 двухсторонний гриб
Охрана окружающей среды Древнее серебро * 12*6 двухсторонний гриб
Зеленое старое серебро * 11 гриб + 10*8 футов
Защита окружающей среды Золото * 4*4 двусторонний гвоздь
Защита окружающей среды Золото * 5*5 двусторонний гвоздь
Защита окружающей среды Золото * 6*5 двусторонний гвоздь
Защита окружающей среды Золото * 7*6 двусторонний гвоздь
Защита окружающей среды Золото * 8*6 двусторонний гвоздь
Защита окружающей среды Золото * 9*6 двусторонний гвоздь
Защита окружающей среды Золото * 10*6 двусторонний гвоздь
Защита окружающей среды Золото * 12*6 двусторонний гвоздь
Защита окружающей среды Золото * [3*3] двусторонний гвоздь
Экологичный двухсторонний гриб Golden * 3*3
Экологичный двухсторонний гриб Golden * 4*4
Экологичный двухсторонний гриб Golden * 5*5
Защита окружающей среды Золото * 6*5 двусторонний гриб
Защита окружающей среды Золотой * 7*6 двусторонний гриб
Экологичный двухсторонний гриб Golden * 8*6
Экологичный двухсторонний гриб Golden * 9*6
Зеленое золото * 10*6 двухсторонний гриб
Экологичный двухсторонний гриб Golden * 12*6
Зеленое золото * 11 гриб + 10*8 футов
Светлое золото/светло-розовое золото 4*4 двухсторонний удар
Светлое золото/светло-розовое золото * 5*5 двухсторонние шипы
Светлое золото/светло-розовое золото * 6*5 двухсторонний удар
Светлое золото/светло-розовое золото 7*6 двухсторонний удар
Светлое золото/светло-розовое золото 8*6 двухсторонний удар
Светлое золото/светло-розовое золото 9*6 двухсторонний удар
Светлое золото/светло-розовое золото 10*6 двухсторонний удар
Светлое золото/светло-розовое золото 12*6 двухсторонние шипы
Защита окружающей среды розовое золото * [3*3] двусторонний гвоздь
Эко-розовое золото * 3*3 Двухсторонний гриб
Эко-розовое золото * 4*4 двусторонний гриб
Эко-розовое золото * 5*5 двухсторонний гриб
Эко-розовое золото * 6*5 двусторонний гриб
Охрана окружающей среды розовое золото * 7*6 двусторонний гриб
Эко-розовое золото * 8*6 двусторонний гриб
Зеленый розовое золото * 9*6 двухсторонний гриб
Эко-розовое золото * 10*6 двусторонний гриб
Эко-розовое золото * 12*6 двусторонний гриб
Охрана окружающей среды розовое золото * 11 гриб + 10*8 футов
Kafolatlangan yetkazib berish muddati
Agar biz 45 kun kechiksak, buyurtmani bepul olasiz. Batafsil
Har doim siz bilan aloqada
Biz har kuni savollarga har qanday savollarga javob beramiz.
To'lovni qulay usulda xavfsiz qiling
Biz to'lovlarni turli xil usullarda qabul qilamiz.
Bo'lib to'lash mavjud
Mahsulot haqida
Xususiyatlar
- Номер артикла
JM Двусторонний удар
- Бренд
Внутренние
- Сфера применения
Джинсы
Обувь
Пояс
- Комбинированная структура
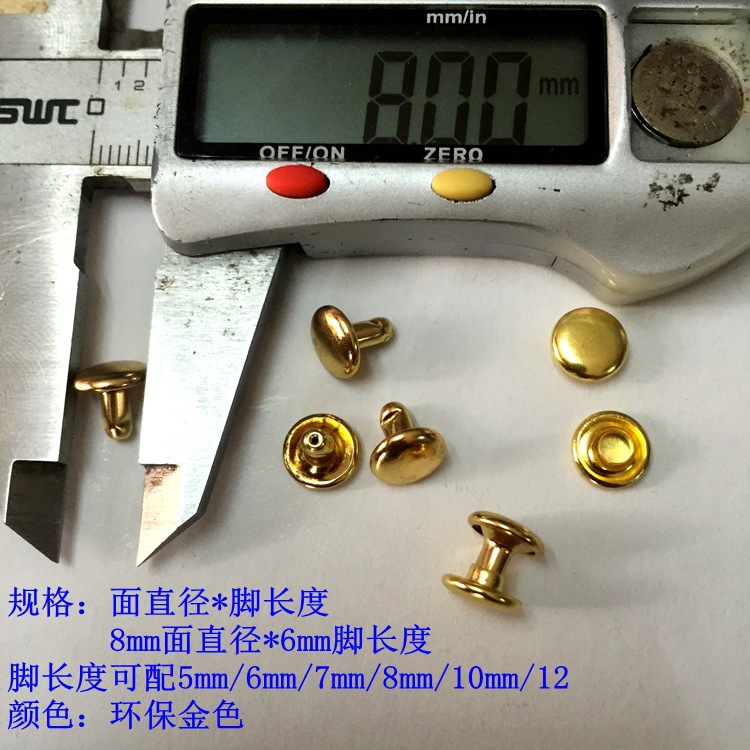
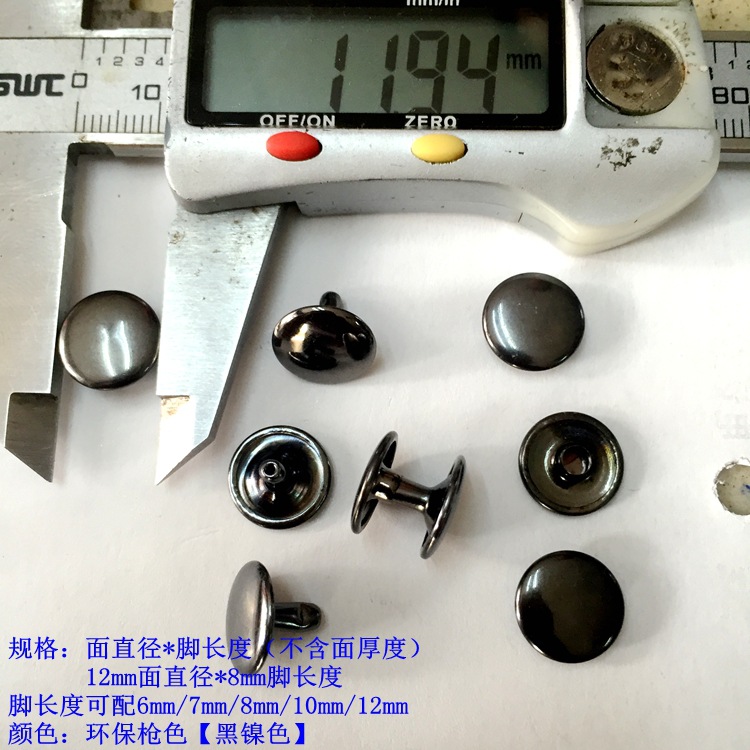
Диаметр пряжки поверхности * Нижняя нога чистая длина ноги
- Обработка
Антикоррозийное высокотемпературное покрытие
Tavsif
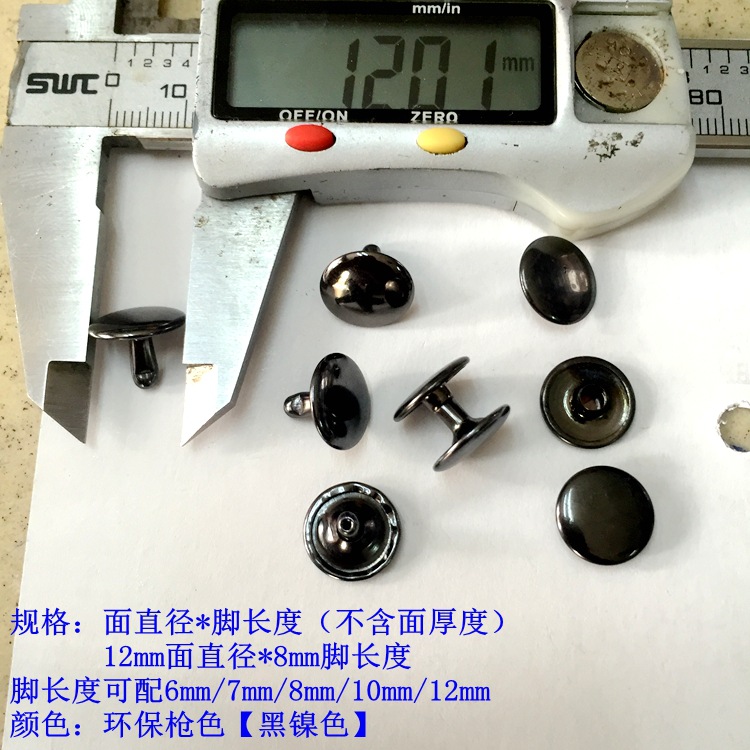
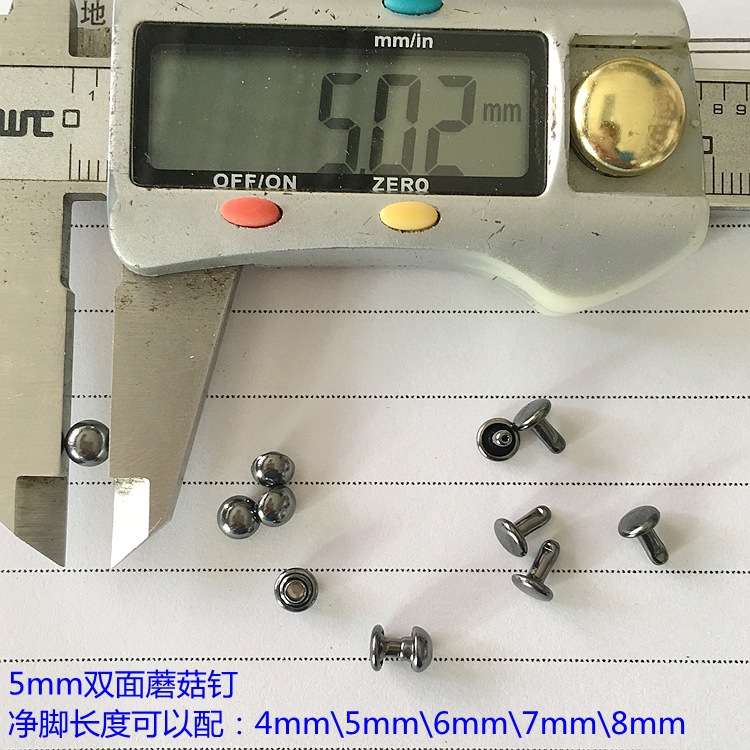
本品为铜质双面
用料为:纯黄铜【含铅量不超90ppm】
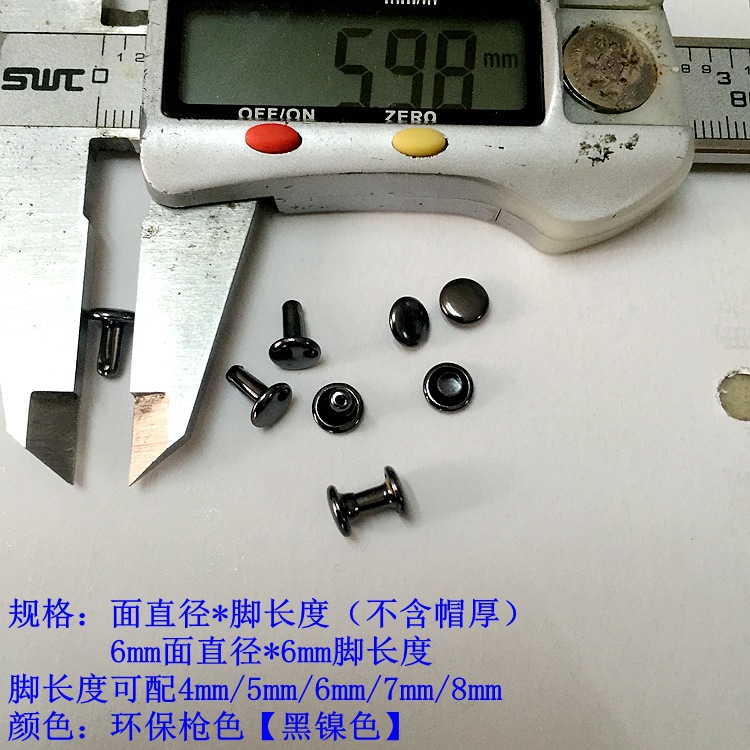
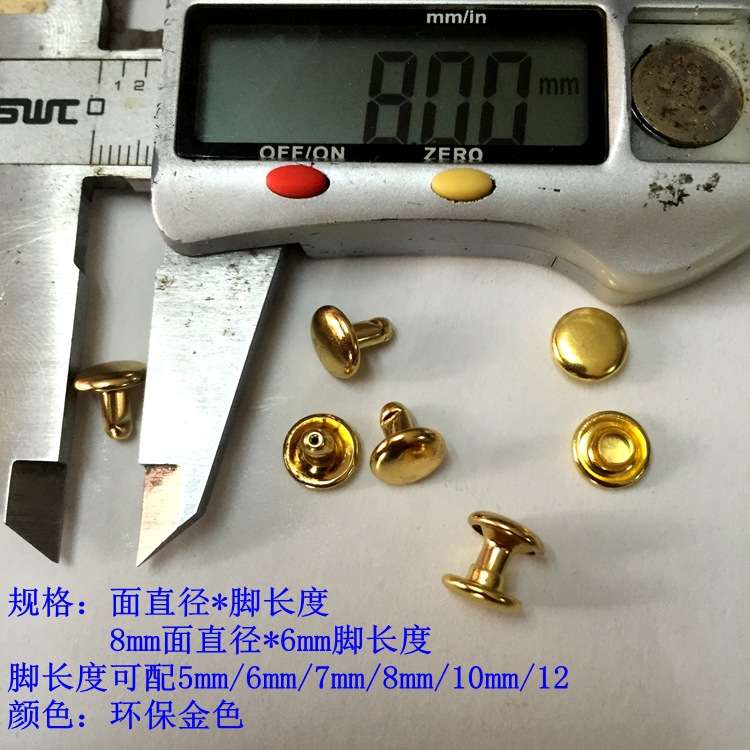
表面处理为:电镀各种颜色+(防锈防氧化)【颜色处见详图】
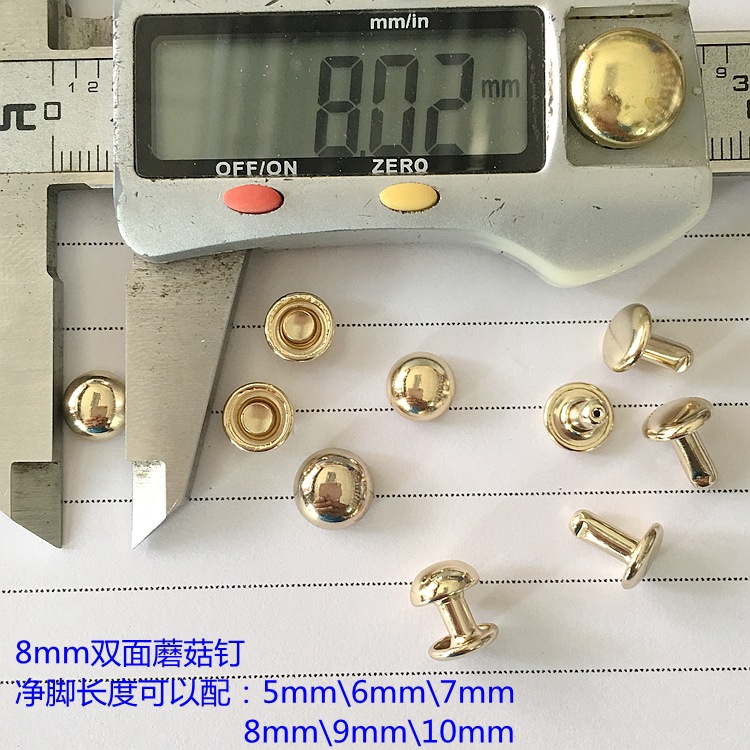
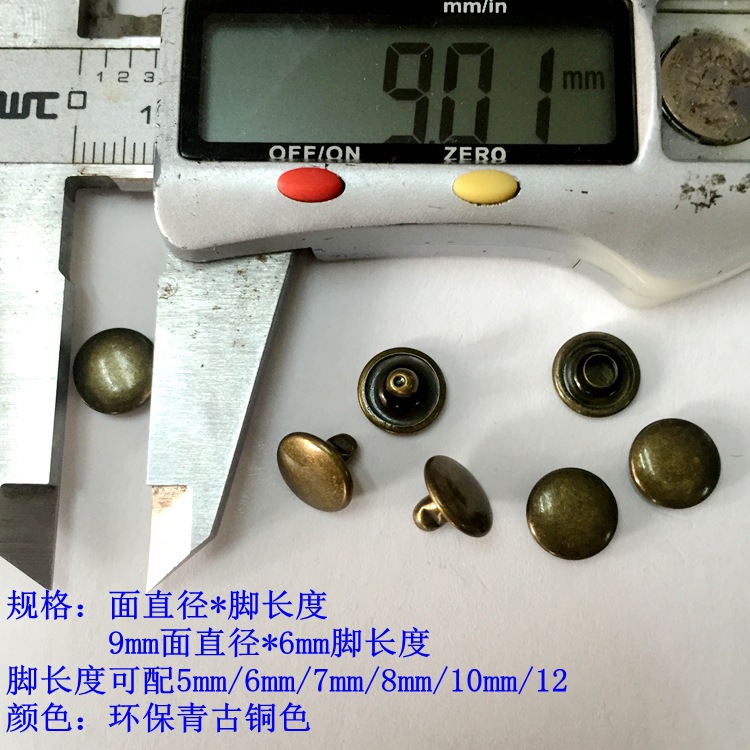
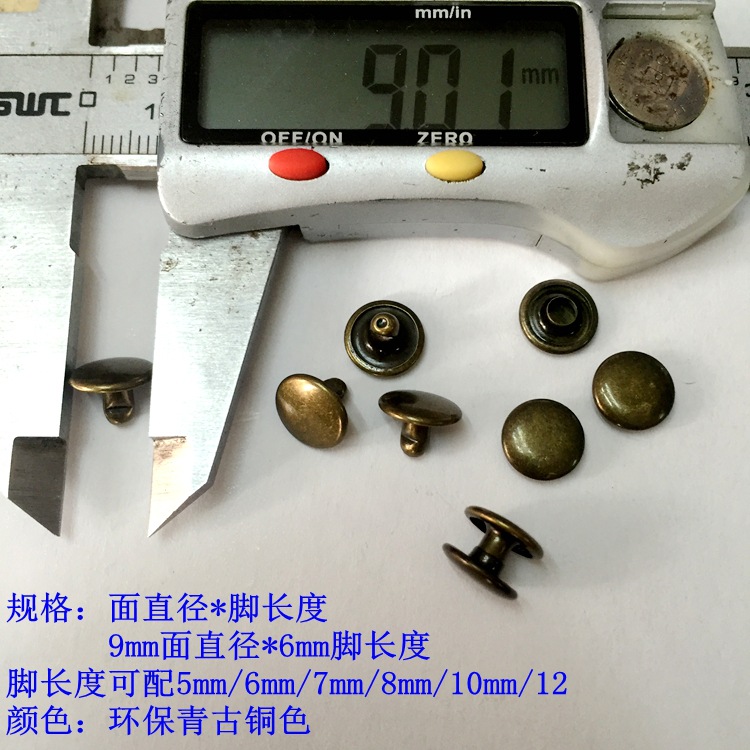
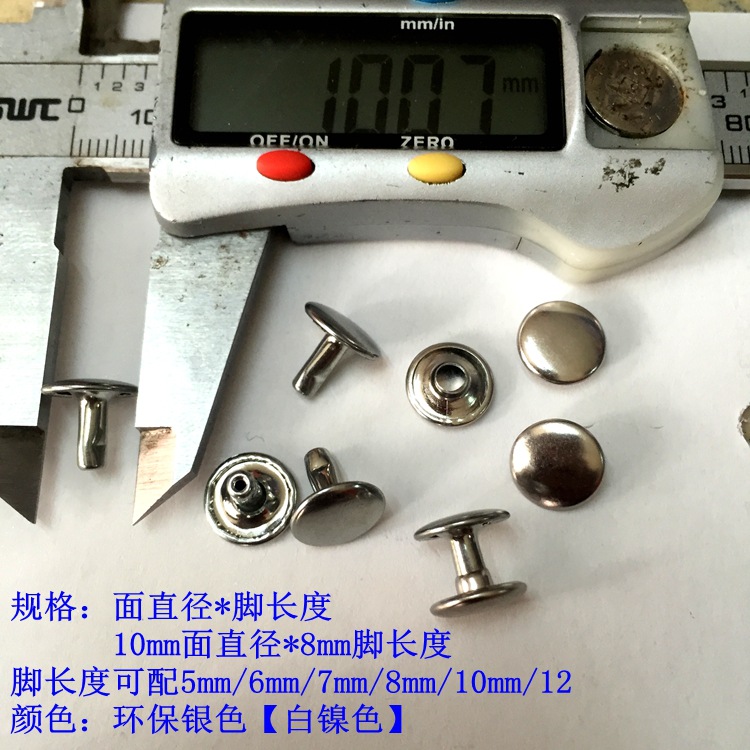
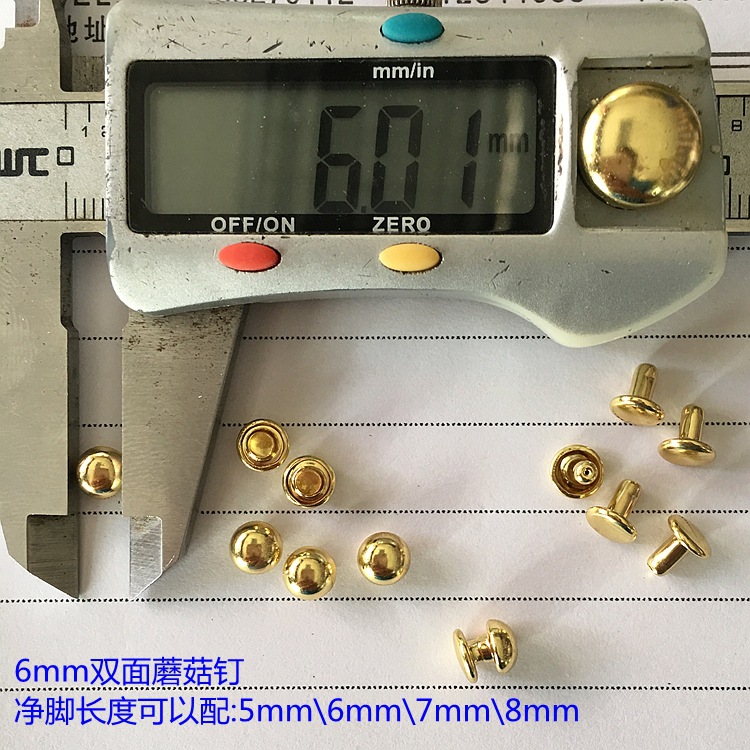
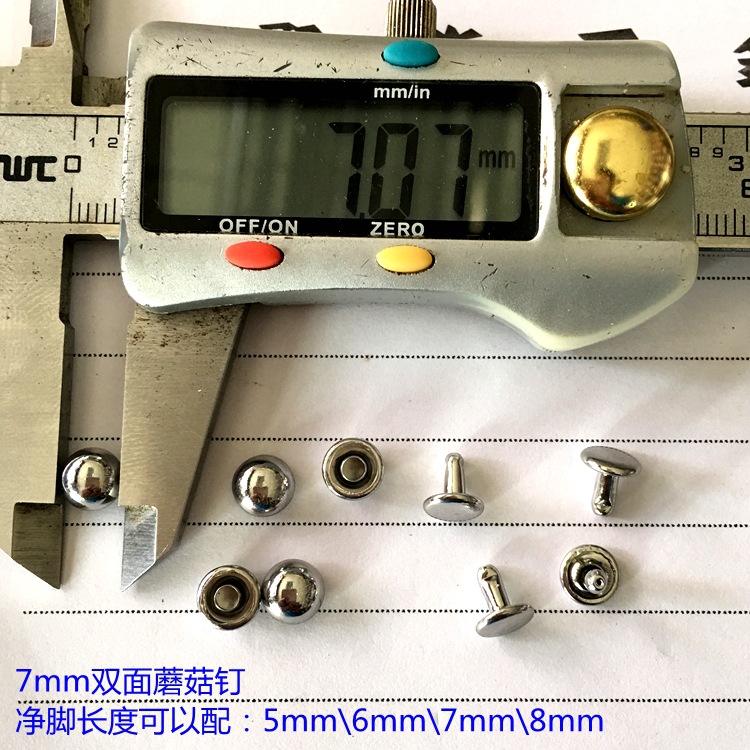
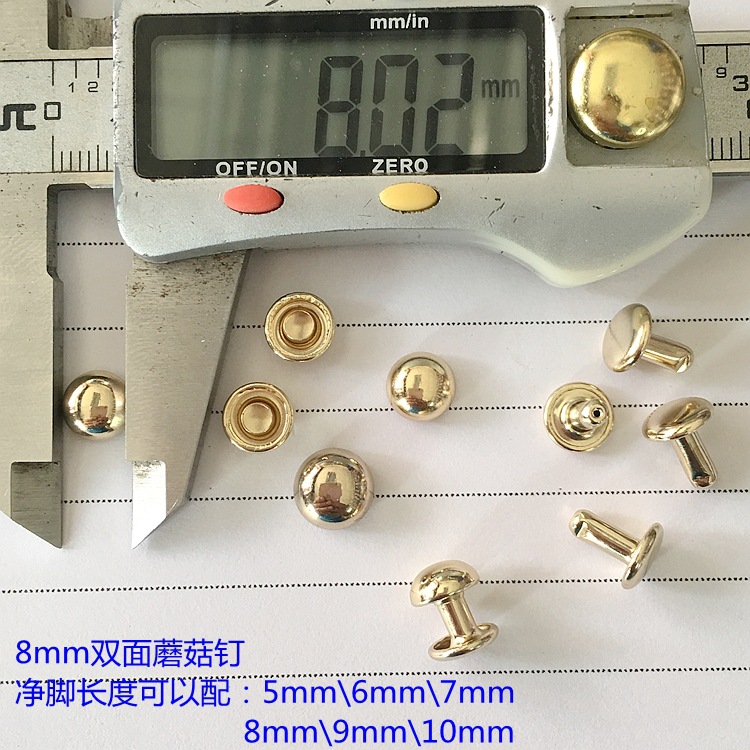
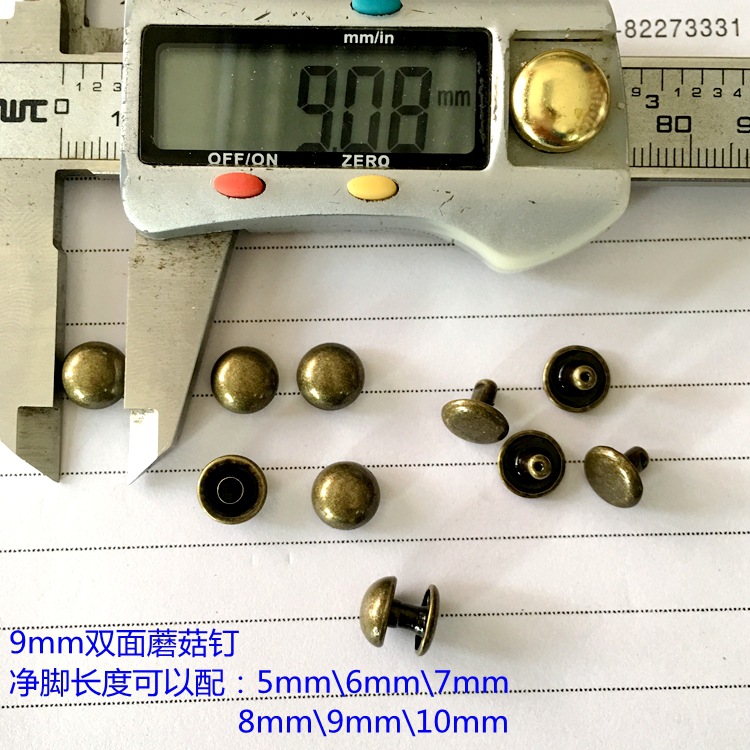
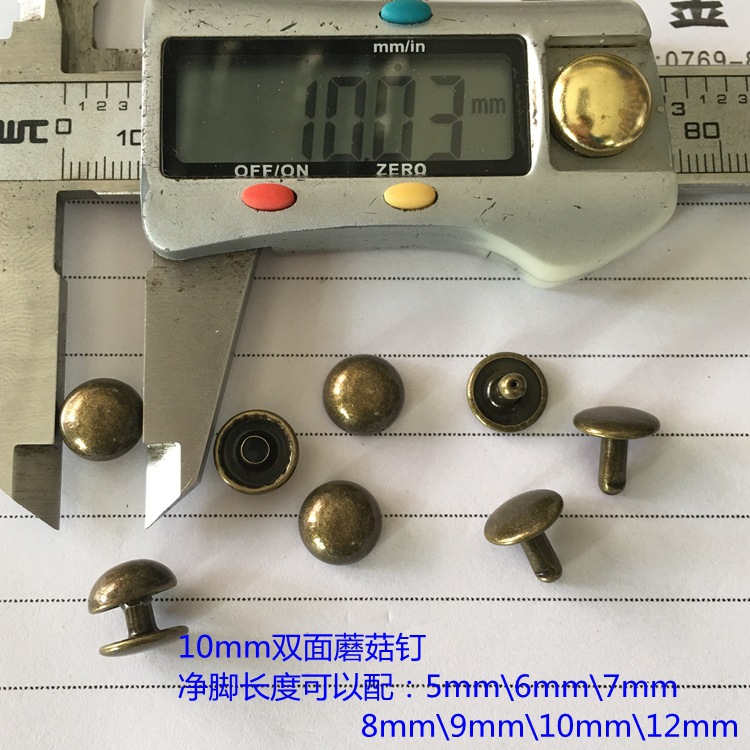
规格有:帽直径4mm至到12mm,脚长度有4mm至到12mm【见详细信息图片内注明】
脚长度如果同公报单价不一样另行报价
本品运费安最重规格计算:付款前请与本店联系修改
每个规格用分割线区开===========分割线================
详细图片如下: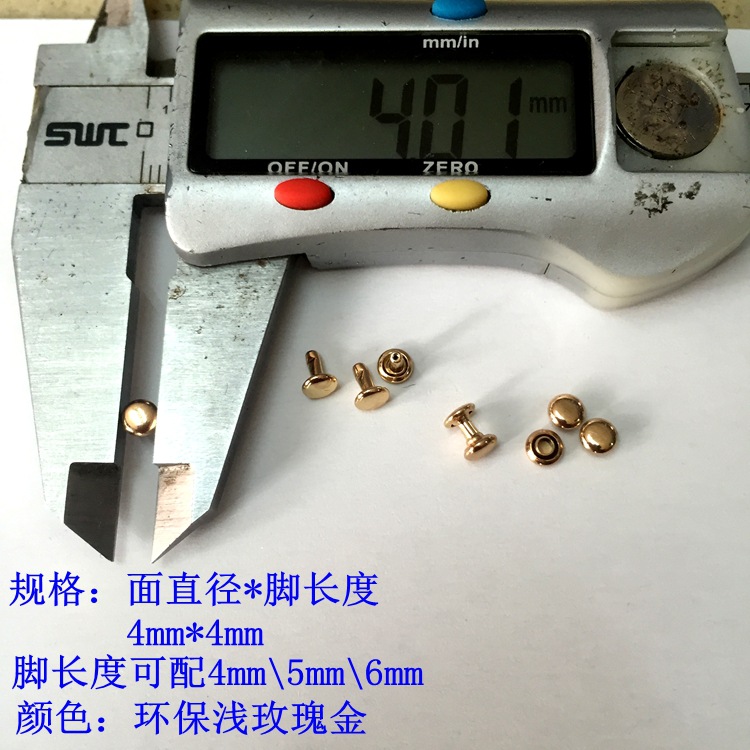
==========================分 割 线==============================
==========================分 割 线==============================
==========================分 割 线==============================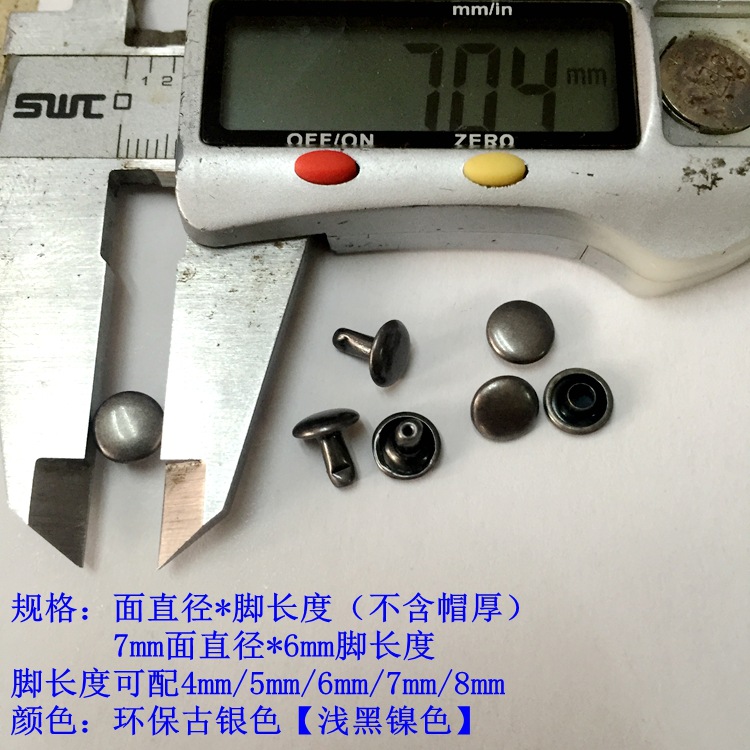

==========================分 割 线==============================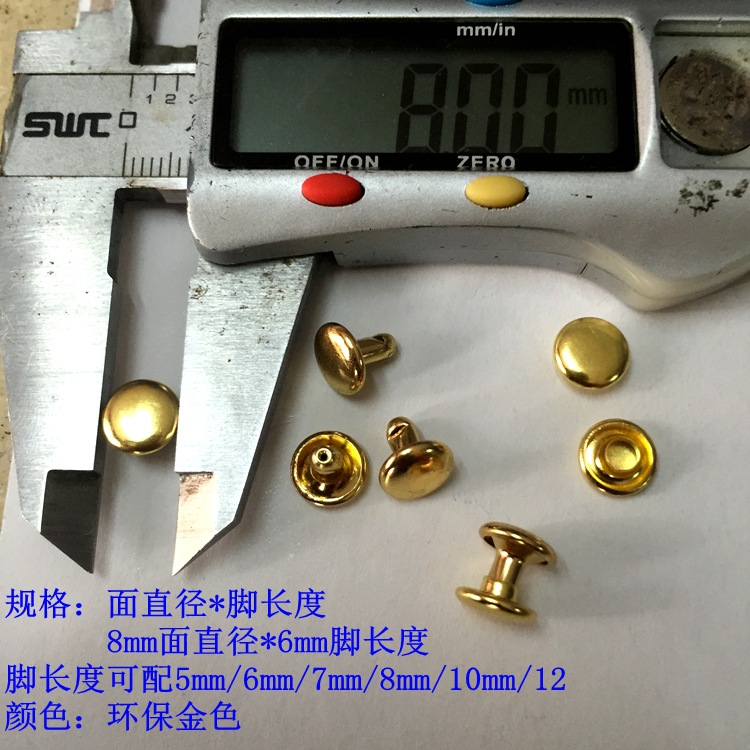
==========================分 割 线==============================
==========================分 割 线==============================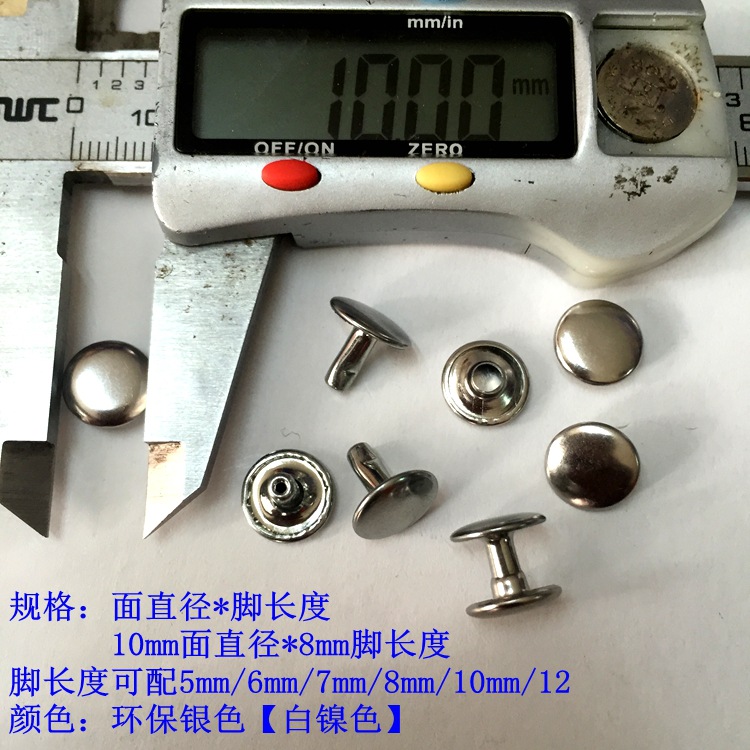
==========================分 割 线==============================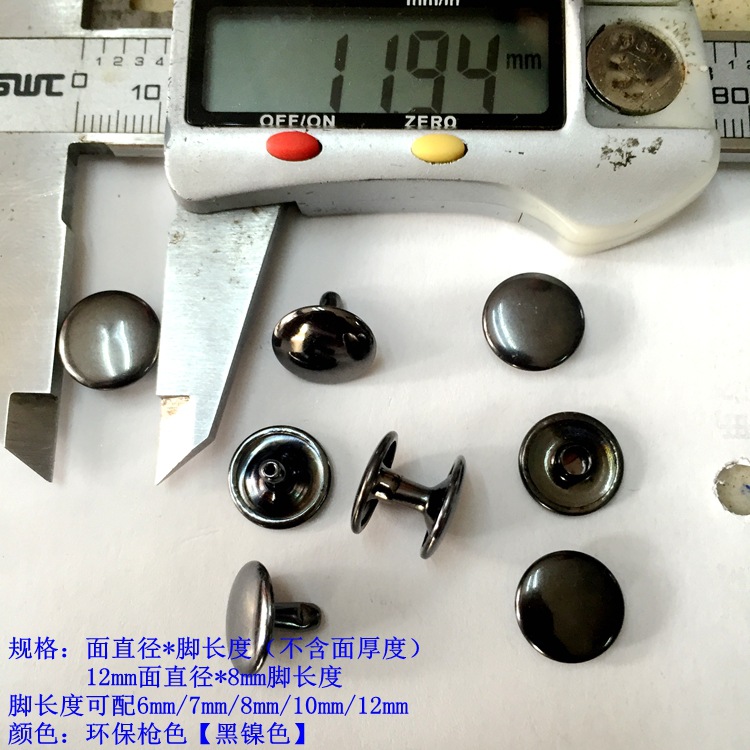
==========================分 割 线==============================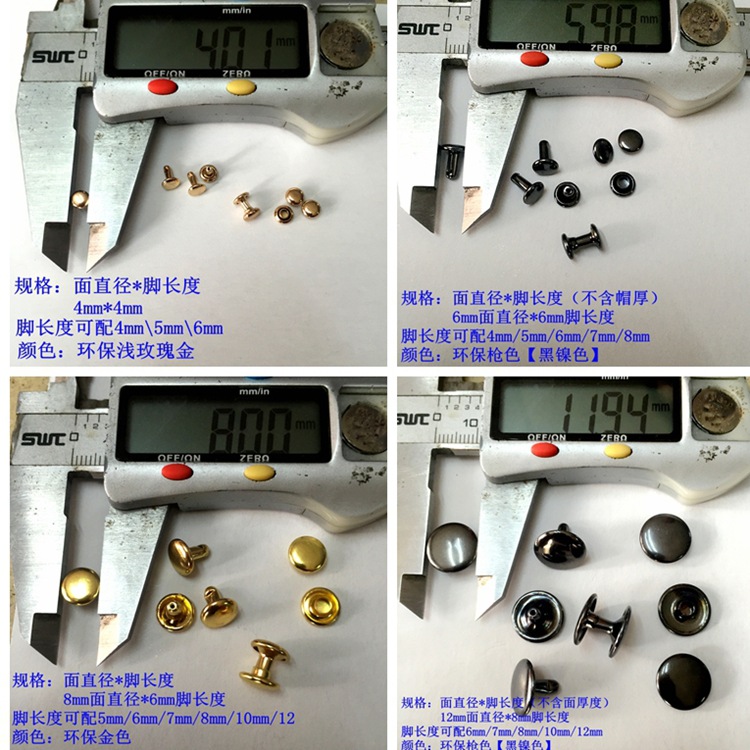
==========================分 割 线==============================
双面蘑菇钉详图如下
双面蘑菇钉详图如下



[聚淼五金]实施产品质量的跟踪管理,目的是为了防止产品出厂之后,客户在不明了使用方式或操作方式的情况下产生不必要的质量问题。影响纽扣产品质量主要有自然因素和人为因素两个方面:
自然因素:
产品发生氧化、褪色、变色等现象,主要是因为储存在比较潮湿的地方或与皮制品较近的地方引起的外表面变化。
在电镀、吊镀和喷漆工艺中也存在个别颜色产品存放在自然环境中发生颜色变化的现象,如金色、亮镍等高光颜色产品长时间暴露在外环境中,外表面就会渐渐发暗,此类产品推荐客户在基本生产完成后加一道保护漆的工序。
人为因素:
不合理的缝钉方式、水洗方式都会造成产品变形或颜色变化。
缝钉方式中会影响产品质量变化主要是不合理使用机械线缝和敲模缝钉造成的,出现类似情况,请尽早与奥道联系,避免安装时间上的损失。
成衣的水洗方式由酵素洗(柔软+硅油、反白剂)、清水洗(去缩率)、柔软洗、酵素+石磨、套染回洗、砂洗等,这些都会造成纽扣变形或色彩变化。
另外,温度也会改变纽扣产品质量,尤其是一些非耐热材料,如塑料、树脂等。
所以生产之前,尽量提供纽扣在制作成衣时的操作步骤(尤其是需要洗前钉的),以供业务人员判断纽扣是否需要特殊工艺来处理。
含镍测试:
目前,在出口欧洲的服装、首饰等日用品中,若其材料构成中有含镍的金属辅料,一般要求对其镍释放量进行检测。可用镍快速检测试剂检测产品是否含有镍金属,此测试方法根据prEN12471-1996标准,可于几分钟内完成,方便快捷。
使用方法:
将待测试材料表面的灰尘、脏物清理干净(表面喷油的产品须先用细砂纸将喷油层打磨掉)。滴1滴镍快速检测试剂于棉签上,在待测定材料表面上稍用力涂抹30秒左右,若棉签显示粉红色或淡粉红色且不褪色,则表明材料表面含镍且镍释放量肯定超标(颜色越浓,镍释放量越高);若棉签不变色,则表明材料表面镍释放量较低或无释放。由于材料表面的镍不一定均匀,所以建议选取同一材料表面上的不同部位作检测,5处以上为宜。
2、含铅测试
铅是环境中公认的一种高危害污染物,使用铅含量超标的产品会引起多种疾病。现在已经建立了越来越多的法规来控制环境中的铅污染问题,例如欧盟的RoHS指令,美国加州的65法案,中国的电子产品污染控制办法等。这些法律法规相继对产品的铅含量做出了强制性限定。可用铅测试纸检测纽扣表面金属铅和铅盐。
使用方法:
用蒸馏水润湿测试纸,紧压到无油的物体表面2分钟。有足够数量铅存在时立即有显色反应,测试纸颜色由白或黄色变为粉红到紫黑色,铅的量比较少时,几分钟后才会显色。不论何种情况都应在15分钟内观察确定结果。可以检出0.05?g的铅。
3、过检针:
为了及时发现服装及配件在制造过程中存在断针对顾客造成伤害所进行的金属物质检查称之为过检针。
出口到日本、欧美等国家的服装均有此要求,目前还没有具体的标准,采用的过检针器不同,能过检针的级别也不同。
什么物品不可过检针:
所有含有铁磁性金属(钴、镍、铁)成分达到一定含量的制品都不可通过检针机检验。如:较大的锌合金纽扣、铜钮扣纯度达不到一定标准的,将不可以通过检针机检验。纽扣电镀时有部分因含有铁金属成份的也不能过检针机。
过检针级别:
检针级别分四级、六级、八级、十级。通常是以检针机灵敏度旋钮上的刻度来认定检针机灵敏度级别。刻度或灵敏度指示灯调到8时就称为八级。但由于检针机通道的高度和灵敏度成反比,检针机龙门高度不同,检针机灵敏度也会不同。以SANGKO牌630豪华型输送式检针机为例。灵敏度指示灯调节到8时,12CM通道高度九点测试法可检测到Fe直径0.8mm标准测试卡。而15CM通道高度的检针机九点测试法只能检测到Fe直径1.0mm标准测试卡,20CM通道高度的检针机只能检测到Fe直径1.2mm标准测试卡!可见,级别不能一概而论!
4、拉力测试
此项测试的目的是界定成衣制造商的责任以保证钮扣、按钮及固定件能适当地固定在成衣上,防止钮扣脱离成衣,造成婴儿有机会吞服的危险。故此,所有成衣上的钮扣,按钮及固定件均需通过钮扣强度测试仪的检测。
==============================================
==============================================
适用范围:时款鞋,手袋,箱包,礼品盒、装饰盒、木盒、酒盒等。
安装方式:根据产品的实物孔距规格,定好尺寸,在用铆钉、螺丝、点焊,装打模具等进行操作。
注意事项:
1.不要用天那水、硫酸、酸液搽洗表面。
2.不要用打光机刨磨本产品。
3.勿随便更改产品的孔距,以免造成没必要的损坏。
4.勿随意折换产品的零件,以免造成产品损坏。
5.请根据产品的承重进行使用,避免超负造成没必要的损失。
6.产品如要电焊时请采用毛坯的产品进行作业,避免高温烧坏电镀层。
储存方法:存放于干燥的位置,不要堆放于潮湿,阴冷的地方,避免产品生锈或氧化


Barcha xususiyatlar
Xususiyatlari
- Номер артикла
JM Двусторонний удар
- Бренд
Внутренние
- Сфера применения
Джинсы
Обувь
Пояс
- Комбинированная структура
Диаметр пряжки поверхности * Нижняя нога чистая длина ноги
Tavsif
本品为铜质双面
用料为:纯黄铜【含铅量不超90ppm】
表面处理为:电镀各种颜色+(防锈防氧化)【颜色处见详图】
规格有:帽直径4mm至到12mm,脚长度有4mm至到12mm【见详细信息图片内注明】
脚长度如果同公报单价不一样另行报价
本品运费安最重规格计算:付款前请与本店联系修改
每个规格用分割线区开===========分割线================
详细图片如下:
==========================分 割 线==============================
==========================分 割 线==============================
==========================分 割 线==============================
==========================分 割 线==============================
==========================分 割 线==============================
==========================分 割 线==============================
==========================分 割 线==============================
==========================分 割 线==============================
==========================分 割 线==============================
双面蘑菇钉详图如下
双面蘑菇钉详图如下
[聚淼五金]实施产品质量的跟踪管理,目的是为了防止产品出厂之后,客户在不明了使用方式或操作方式的情况下产生不必要的质量问题。影响纽扣产品质量主要有自然因素和人为因素两个方面:
自然因素:
产品发生氧化、褪色、变色等现象,主要是因为储存在比较潮湿的地方或与皮制品较近的地方引起的外表面变化。
在电镀、吊镀和喷漆工艺中也存在个别颜色产品存放在自然环境中发生颜色变化的现象,如金色、亮镍等高光颜色产品长时间暴露在外环境中,外表面就会渐渐发暗,此类产品推荐客户在基本生产完成后加一道保护漆的工序。
人为因素:
不合理的缝钉方式、水洗方式都会造成产品变形或颜色变化。
缝钉方式中会影响产品质量变化主要是不合理使用机械线缝和敲模缝钉造成的,出现类似情况,请尽早与奥道联系,避免安装时间上的损失。
成衣的水洗方式由酵素洗(柔软+硅油、反白剂)、清水洗(去缩率)、柔软洗、酵素+石磨、套染回洗、砂洗等,这些都会造成纽扣变形或色彩变化。
另外,温度也会改变纽扣产品质量,尤其是一些非耐热材料,如塑料、树脂等。
所以生产之前,尽量提供纽扣在制作成衣时的操作步骤(尤其是需要洗前钉的),以供业务人员判断纽扣是否需要特殊工艺来处理。
含镍测试:
目前,在出口欧洲的服装、首饰等日用品中,若其材料构成中有含镍的金属辅料,一般要求对其镍释放量进行检测。可用镍快速检测试剂检测产品是否含有镍金属,此测试方法根据prEN12471-1996标准,可于几分钟内完成,方便快捷。
使用方法:
将待测试材料表面的灰尘、脏物清理干净(表面喷油的产品须先用细砂纸将喷油层打磨掉)。滴1滴镍快速检测试剂于棉签上,在待测定材料表面上稍用力涂抹30秒左右,若棉签显示粉红色或淡粉红色且不褪色,则表明材料表面含镍且镍释放量肯定超标(颜色越浓,镍释放量越高);若棉签不变色,则表明材料表面镍释放量较低或无释放。由于材料表面的镍不一定均匀,所以建议选取同一材料表面上的不同部位作检测,5处以上为宜。
2、含铅测试
铅是环境中公认的一种高危害污染物,使用铅含量超标的产品会引起多种疾病。现在已经建立了越来越多的法规来控制环境中的铅污染问题,例如欧盟的RoHS指令,美国加州的65法案,中国的电子产品污染控制办法等。这些法律法规相继对产品的铅含量做出了强制性限定。可用铅测试纸检测纽扣表面金属铅和铅盐。
使用方法:
用蒸馏水润湿测试纸,紧压到无油的物体表面2分钟。有足够数量铅存在时立即有显色反应,测试纸颜色由白或黄色变为粉红到紫黑色,铅的量比较少时,几分钟后才会显色。不论何种情况都应在15分钟内观察确定结果。可以检出0.05?g的铅。
3、过检针:
为了及时发现服装及配件在制造过程中存在断针对顾客造成伤害所进行的金属物质检查称之为过检针。
出口到日本、欧美等国家的服装均有此要求,目前还没有具体的标准,采用的过检针器不同,能过检针的级别也不同。
什么物品不可过检针:
所有含有铁磁性金属(钴、镍、铁)成分达到一定含量的制品都不可通过检针机检验。如:较大的锌合金纽扣、铜钮扣纯度达不到一定标准的,将不可以通过检针机检验。纽扣电镀时有部分因含有铁金属成份的也不能过检针机。
过检针级别:
检针级别分四级、六级、八级、十级。通常是以检针机灵敏度旋钮上的刻度来认定检针机灵敏度级别。刻度或灵敏度指示灯调到8时就称为八级。但由于检针机通道的高度和灵敏度成反比,检针机龙门高度不同,检针机灵敏度也会不同。以SANGKO牌630豪华型输送式检针机为例。灵敏度指示灯调节到8时,12CM通道高度九点测试法可检测到Fe直径0.8mm标准测试卡。而15CM通道高度的检针机九点测试法只能检测到Fe直径1.0mm标准测试卡,20CM通道高度的检针机只能检测到Fe直径1.2mm标准测试卡!可见,级别不能一概而论!
4、拉力测试
此项测试的目的是界定成衣制造商的责任以保证钮扣、按钮及固定件能适当地固定在成衣上,防止钮扣脱离成衣,造成婴儿有机会吞服的危险。故此,所有成衣上的钮扣,按钮及固定件均需通过钮扣强度测试仪的检测。
==============================================
==============================================
适用范围:时款鞋,手袋,箱包,礼品盒、装饰盒、木盒、酒盒等。
安装方式:根据产品的实物孔距规格,定好尺寸,在用铆钉、螺丝、点焊,装打模具等进行操作。
注意事项:
1.不要用天那水、硫酸、酸液搽洗表面。
2.不要用打光机刨磨本产品。
3.勿随便更改产品的孔距,以免造成没必要的损坏。
4.勿随意折换产品的零件,以免造成产品损坏。
5.请根据产品的承重进行使用,避免超负造成没必要的损失。
6.产品如要电焊时请采用毛坯的产品进行作业,避免高温烧坏电镀层。
储存方法:存放于干燥的位置,不要堆放于潮湿,阴冷的地方,避免产品生锈或氧化