GoBozor ga xush kelibsiz



Режущий станок для наружной канавки Зеркальная канавка для прокатки Нижняя канавка Инструмент для экструзии боковых канавок Экструзионная развертка для внутренней и внешней канавки
0.0
0 ta sotildi
Eng kam miqdor: 1 dona
Price section
dan boshlab
10 344 532 so'm
Технические характеристики
Не-тарировка согласно чертежам
10 344 532 so'm
1000000 availableKafolatlangan yetkazib berish muddati
Agar biz 45 kun kechiksak, buyurtmani bepul olasiz. Batafsil
Har doim siz bilan aloqada
Biz har kuni savollarga har qanday savollarga javob beramiz.
To'lovni qulay usulda xavfsiz qiling
Biz to'lovlarni turli xil usullarda qabul qilamiz.
Bo'lib to'lash mavjud
maxsulotni tanlang
maxsulotni tanlang
Buyurtmani rasmiylashtirish paytida muddatli to‘lovni tanlang. Muddatli to‘lovning yakuniy qiymati rasmiylashtirishda hisoblanadi.
Режущий станок для наружной канавки Зеркальная канавка для прокатки Нижняя канавка Инструмент для экструзии боковых канавок Экструзионная развертка для внутренней и внешней канавки
Mahsulot haqida
Xususiyatlar
- Материал
Цементированный карбид
- Происхождение
Уси
- Пункт Нет.
HS-WGC-25
- Диапазон обработки
3-50
- Точность
0,01
- Модель
HS-WGC-25
- Диаметр
25
- Категория продукта
Роллинг нож
- Ли импортировать
Нет
- Приказ №.
HS-WGC-25
Tavsif
外沟槽滚压刀 镜面滚压加工槽底滚压槽侧挤压工具 内外槽挤压铰刀
外槽两面槽侧槽壁及轴侧端面用滚压工具 外沟槽滚压加工工具




外槽两面槽侧槽壁及轴侧端面用滚压工具 槽滚压刀 外槽挤光刀 内槽滚压头
外槽的精密加工,在车床上使用,加工轴、油缸刀外密封圈等,通过改变滚轮的形状可加工不同槽的形状。
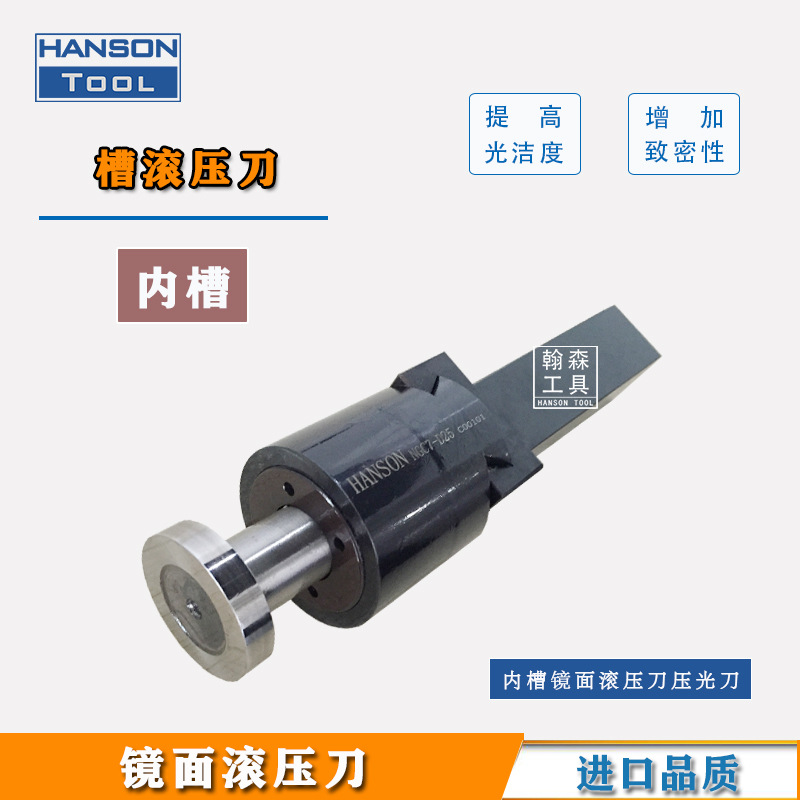
内槽的精密加工,在车床上使用,加工油缸的内槽密封圈等,通过改变滚轮形状可加工不同槽的形状。
工具的维护与保养
为了延长工具的使用寿命,日常的维护与保养十分重要。
1、芯轴的更换:松开螺帽,取出芯轴;
2、保持套的更换:同样的方法取出芯轴,取下保持套更换;
3、滚针的更换:取出保持套,,将滚针从保持套内退出(滚针需成组更换)
4、由于滚压头加工时产生微小粉尘,需经常清洗滚针与保持套之间的积物,保持工具工作部位的清洁;
5、润滑液循环使用时,请使用过滤装置,过滤器的过滤网与精密加工表面的粗糙相对应,建议使用5-40um。
注意事项
1、为了获得合理的滚压余量,应根据工件本身情况(主要是材质、硬度、滚压前表面的粗糙度)有所选择,故批量加工前应试加工2-3件,求出量滚压值(详情参考表四);
2、选择清洁的低粘度冷却润滑油(供参考)
|
材料 |
润滑油 |
比例 |
|
钢件 |
机油加柴油 |
3:7 |
|
铝件 |
机油加煤油 |
3:7 |
|
铜件 |
32#变压器油 |
|
|
铸件 |
机油加柴油 |
3:7 |
3、工件必须有足够的壁厚,若壁太薄,应在减少壁厚之前滚压。或有一个型架来支撑内壁或周边。
4、滚压部位不宜有较深的刀痕,刀纹应均匀、松弛。

外槽两面槽侧槽壁及轴侧端面用滚压工具 槽滚压刀 外槽挤光刀 内槽滚压头
优质供应、低价批发
无锡翰森科技有限公司
地址:无锡金城东路299号
本店所有产品都支持支付宝,报价为参考价,具体成交价可与卖家协商。

购物须知:
一、在确定购买此宝贝之前,请先与店主取的联系,看是否有现货,已免耽误你的急用。
二、在出价前提疑问,让我们对产品本身或其它事项达成一致认识.已免造成不必要的麻烦。
三、本店所有产品都支持支付宝,报价为参考价,具体成交价可与卖家协商。
四、报价只是单个运费,量大的运费根据实际发生由买家承担。
五、工具系统品种繁多,不能都上架,要具体规格可先咨询卖家价格,有货再拍,留言品种和数量,卖家改价后再付款,需要开16%增票的先联系卖家,谢谢!
Barcha xususiyatlar
Xususiyatlari
- Материал
Цементированный карбид
- Происхождение
Уси
- Пункт Нет.
HS-WGC-25
- Диапазон обработки
3-50
Tavsif
外沟槽滚压刀 镜面滚压加工槽底滚压槽侧挤压工具 内外槽挤压铰刀
外槽两面槽侧槽壁及轴侧端面用滚压工具 外沟槽滚压加工工具
外槽两面槽侧槽壁及轴侧端面用滚压工具 槽滚压刀 外槽挤光刀 内槽滚压头
外槽的精密加工,在车床上使用,加工轴、油缸刀外密封圈等,通过改变滚轮的形状可加工不同槽的形状。
内槽的精密加工,在车床上使用,加工油缸的内槽密封圈等,通过改变滚轮形状可加工不同槽的形状。
工具的维护与保养
为了延长工具的使用寿命,日常的维护与保养十分重要。
1、芯轴的更换:松开螺帽,取出芯轴;
2、保持套的更换:同样的方法取出芯轴,取下保持套更换;
3、滚针的更换:取出保持套,,将滚针从保持套内退出(滚针需成组更换)
4、由于滚压头加工时产生微小粉尘,需经常清洗滚针与保持套之间的积物,保持工具工作部位的清洁;
5、润滑液循环使用时,请使用过滤装置,过滤器的过滤网与精密加工表面的粗糙相对应,建议使用5-40um。
注意事项
1、为了获得合理的滚压余量,应根据工件本身情况(主要是材质、硬度、滚压前表面的粗糙度)有所选择,故批量加工前应试加工2-3件,求出量滚压值(详情参考表四);
2、选择清洁的低粘度冷却润滑油(供参考)
|
材料 |
润滑油 |
比例 |
|
钢件 |
机油加柴油 |
3:7 |
|
铝件 |
机油加煤油 |
3:7 |
|
铜件 |
32#变压器油 |
|
|
铸件 |
机油加柴油 |
3:7 |
3、工件必须有足够的壁厚,若壁太薄,应在减少壁厚之前滚压。或有一个型架来支撑内壁或周边。
4、滚压部位不宜有较深的刀痕,刀纹应均匀、松弛。
外槽两面槽侧槽壁及轴侧端面用滚压工具 槽滚压刀 外槽挤光刀 内槽滚压头
优质供应、低价批发
无锡翰森科技有限公司
地址:无锡金城东路299号
本店所有产品都支持支付宝,报价为参考价,具体成交价可与卖家协商。
购物须知:
一、在确定购买此宝贝之前,请先与店主取的联系,看是否有现货,已免耽误你的急用。
二、在出价前提疑问,让我们对产品本身或其它事项达成一致认识.已免造成不必要的麻烦。
三、本店所有产品都支持支付宝,报价为参考价,具体成交价可与卖家协商。
四、报价只是单个运费,量大的运费根据实际发生由买家承担。
五、工具系统品种繁多,不能都上架,要具体规格可先咨询卖家价格,有货再拍,留言品种和数量,卖家改价后再付款,需要开16%增票的先联系卖家,谢谢!