GoBozor ga xush kelibsiz


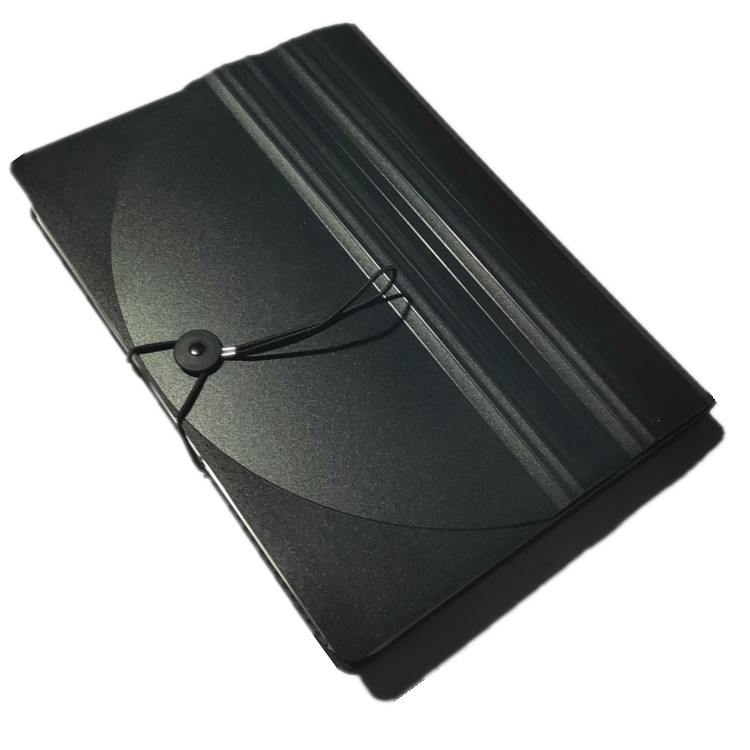


Простая папка-гармошка для деловых встреч, студенческая тестовая скрепка для бумаги, папка для файлов формата А4, радужная обложка, флип-офисная культура
Price section
dan boshlab
54 074 so'm
Цвет
Флип Радуга 12 слоев, 33x24cm
Флип Радуга 24 слоя, 33x24cm
Kafolatlangan yetkazib berish muddati
Agar biz 45 kun kechiksak, buyurtmani bepul olasiz. Batafsil
Har doim siz bilan aloqada
Biz har kuni savollarga har qanday savollarga javob beramiz.
To'lovni qulay usulda xavfsiz qiling
Biz to'lovlarni turli xil usullarda qabul qilamiz.
Bo'lib to'lash mavjud
Mahsulot haqida
Xususiyatlar
- Материал
пластик
- размер
A4
- Номер товара
1688
- Печатный логотип
Да
- Бренд
Различие
- модель
L
- Подходит для предметов дарения подарков
бизнес-фактура
- использование подарка
деловые подарки
- Количество сеток
12-24 сетки
- Обработка и настройка
Да
- Толщина материала
1.0
- Это запатентованный запас?
Нет
- Это подарок?
Да, деловые подарки
- Это авторизовано по стандарту IP?
Нет
- Цель
широко
- Максимальная ширина
1.2M
Tavsif




-
- 产品信息
-
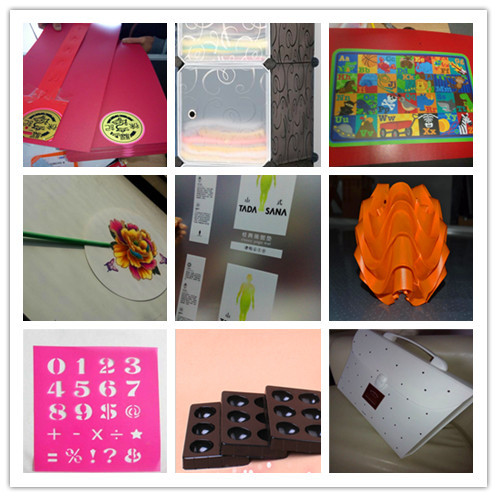
1) 文具类有: PP文件夹,PP文件袋,PP名片盒,PP公文包,PP笔盒,
PP笔筒,PP资料册,PP分页卡,PP隔页片,PP笔记本封面,
PP书托,PP写字板,PP挂历,PP台历,PP广告伞,PP鼠标垫,PP文具手提盒等文具产品。
2) 礼品类有: PP礼品盒,PP化妆品盒,PP礼品袋,PP手袋,
PP手袋底衬,PP衬条,PP眼镜盒,PP眼镜展示架,
PP玩具包装盒,PP纸巾盒等包装。
3) 食品类有: PP餐垫,PP杯垫,PP喝水杯,PP碗具,PP糖果盒,
PP糖果袋,PP酒盒,PP酒袋,PP切菜板等。
4) 照明类有:PP灯罩
5) 电子类有 :PP电子隔层板,PP电子包装盒等。
6) 鞋服装类有:PP服装盒,PP服装手袋,PP服装画线板,PP服装挂牌等。
PP鞋盒,PP鞋衬,PP鞋样画线板等。
7) 其他PP制品有:PP超市挂条,PP行李箱挂牌,PP路标牌,PP抽屉,PP雨衣包装盒,PP相框等。







PP
() 注塑成型的工艺条件是什么?
1 PP的成型加工性能
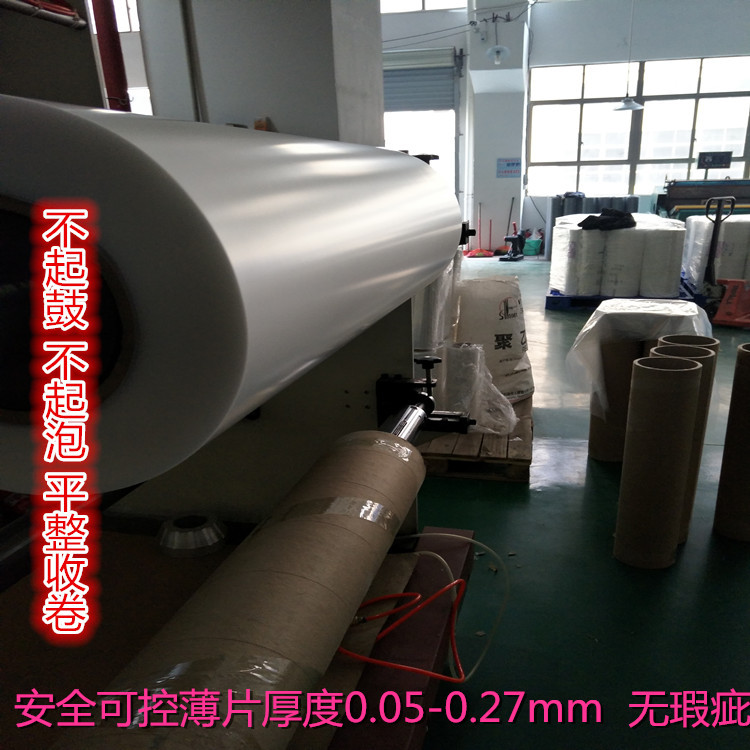
PP的吸湿性很小,因此在成型前一般不需要进行干燥处理,若湿度超过允许值,则应进行干燥处理。
2 PP分子结构中含有叔碳原子,故抗氧化能力很低,在塑化时应加入抗氧化剂。
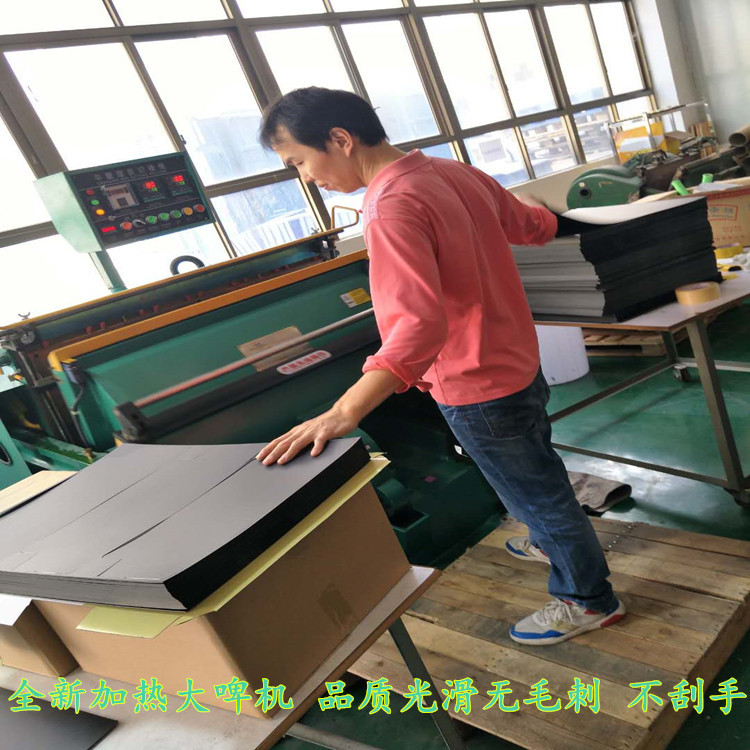
3 PP在超过280℃时会发生热降解,使性能劣化,熔料和金属壁面接触会加速热降解,故成型时应避免熔料长时间滞留在料筒内。
4 PP熔体流动性良好,介于HDPE和LDPE之间,易成型薄壁、长流程塑件。
5 PP具有结晶性、成型收缩率的变化范围较大,为1.0%?3.0%,且有较明显的后收缩性,故易产生缩孔、凹痕和变形,且方向性强。
6 PP的熔点和熔体热焓量比LDPE高,在结晶和冷却过程中会放出较多热量,因此模具要有较好的冷却系统,以减少塑件变形。
7 由于PP的热收缩和结晶作用,在成型过程中的比容积有较大变化,塑件的筋、孔及壁厚较大的部位容易产生气泡及凹痕等缺陷。
8 PP熔料温度低时取向明显,尤其在低温高压时更甚,因此要控制成型温度。
9 PP塑件脱模时收缩性较大,应在脱模后在定型装置上放置1天以上以定型,对于尺寸精度较高的塑
件,可及时进行热处理。
10 由于PP的成型收缩率较大,低温呈脆性,故塑件应壁厚均匀,避免缺口、尖角出现,防止产生应力集中。
11 如果保压时间过长,会使塑件出现较大的收缩而出现质量缺陷,因此在保证补充熔体固化收缩用料的基础上,尽量缩短保压时间。
12 PP熔体具有较明显的非牛顿性,粘度时剪切速率和温度都较敏感。
(2) PP的主要注塑成型条件
料筒温度。在需要注射压力和注射速度较小时,可选择较低的料筒温度。一般料筒温度控制在210~280
℃,喷嘴温度比料筒温度低10~30℃。当成型薄壁、复杂塑件时,料筒温度取高者;当塑件较厚时,料筒温度取低者。
1 PP熔体具有较明显的非牛顿性,粘度时剪切速率和温度都较敏感。
2 PP的主要注塑成型条件料筒温度。在需要注射压力和注射速度较小时,可选择较低的料筒温度。一般料筒温度控制在210~280℃,喷嘴温度比料筒温度低10~30℃。当成型薄壁、复杂塑件时,料筒温度取高者;当塑件较厚时,料筒温度取低者。模具温度。PP的结晶能力较强,提高模温有助于增加结晶度也有利于大分子松弛,减少分子的取向作用,从而降低塑件的内应力,减少缺料、气泡等缺陷,生产中常把
模温调整到20~60℃
3 注射压力。在注塑成型时,提高注射压力有利于增大熔料的流动性。柱塞式注塑机的注射压力比螺杆式要高。一般控制70~100MPa,具体数值以试模来决定,以塑件不缺料、溢料以及不产





花 纹 菊花纹、布纹、猫眼 产品应用PP文件夹,PP文件袋,PP名片盒 产品特点环保、美观、可丝印、柯印、烫金 目录1 花纹
应用特点
【花纹】
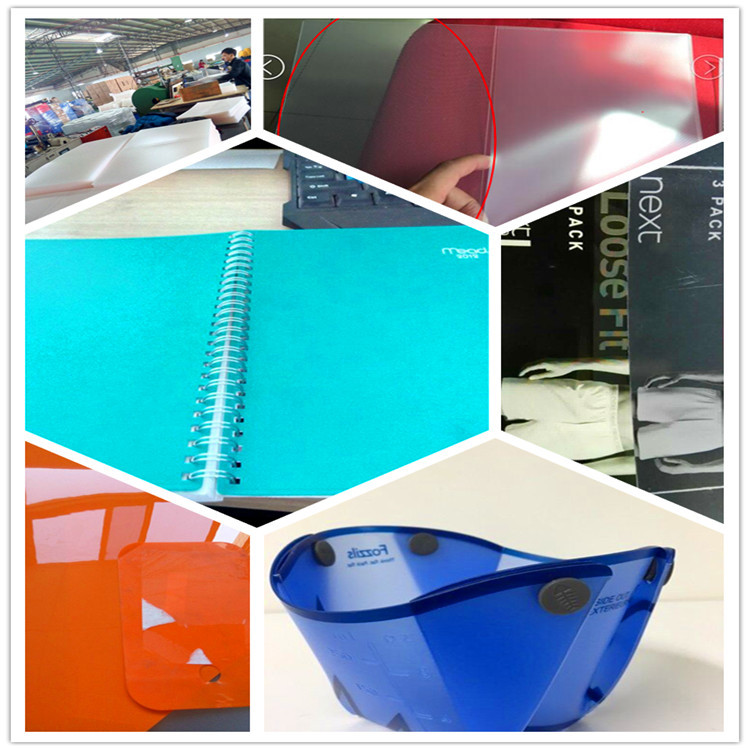
1)透明磨砂,细磨砂,超细磨砂,粗砂,镜面磨砂。
2)单面细磨砂,单面粗磨砂。
3)透明片。
4)双镜面。
5)斜纹片。
6)特殊的有:菊花纹、布纹、猫眼。
1) 文具类有: PP文件夹,PP文件袋,PP名片盒,PP公文包,PP笔盒,
PP笔筒,PP资料册,PP分页卡,PP隔页片,PP笔记本封面,
PP书托,PP写字板,PP挂历,PP台历,PP广告伞,PP鼠标垫,PP文具手提盒等文具产品。
2) 礼品类有: PP礼品盒,PP化妆品盒,PP礼品袋,PP手袋,
PP手袋底衬,PP衬条,PP眼镜盒,PP眼镜展示架,
PP玩具包装盒,PP纸巾盒等包装。
3) 食品类有: PP餐垫,PP杯垫,PP喝水杯,PP碗具,PP糖果盒,
PP糖果袋,PP酒盒,PP酒袋,PP切菜板等。
4) 照明类有:PP灯罩
5) 电子类有 :PP电子隔层板,PP电子包装盒等。
6) 鞋服装类有:PP服装盒,PP服装手袋,PP服装画线板,PP服装挂牌等。
PP鞋盒,PP鞋衬,PP鞋样画线板等。
7) 其他PP制品有:PP超市挂条,PP行李箱挂牌,PP路标牌,PP抽屉,PP雨衣包装盒,PP相框等。


Barcha xususiyatlar
Xususiyatlari
- Материал
пластик
- размер
A4
- Номер товара
1688
- Печатный логотип
Да
Tavsif
-
- 产品信息
-
1) 文具类有: PP文件夹,PP文件袋,PP名片盒,PP公文包,PP笔盒,
PP笔筒,PP资料册,PP分页卡,PP隔页片,PP笔记本封面,
PP书托,PP写字板,PP挂历,PP台历,PP广告伞,PP鼠标垫,PP文具手提盒等文具产品。
2) 礼品类有: PP礼品盒,PP化妆品盒,PP礼品袋,PP手袋,
PP手袋底衬,PP衬条,PP眼镜盒,PP眼镜展示架,
PP玩具包装盒,PP纸巾盒等包装。
3) 食品类有: PP餐垫,PP杯垫,PP喝水杯,PP碗具,PP糖果盒,
PP糖果袋,PP酒盒,PP酒袋,PP切菜板等。
4) 照明类有:PP灯罩
5) 电子类有 :PP电子隔层板,PP电子包装盒等。
6) 鞋服装类有:PP服装盒,PP服装手袋,PP服装画线板,PP服装挂牌等。
PP鞋盒,PP鞋衬,PP鞋样画线板等。
7) 其他PP制品有:PP超市挂条,PP行李箱挂牌,PP路标牌,PP抽屉,PP雨衣包装盒,PP相框等。
PP
() 注塑成型的工艺条件是什么?
1 PP的成型加工性能
PP的吸湿性很小,因此在成型前一般不需要进行干燥处理,若湿度超过允许值,则应进行干燥处理。
2 PP分子结构中含有叔碳原子,故抗氧化能力很低,在塑化时应加入抗氧化剂。
3 PP在超过280℃时会发生热降解,使性能劣化,熔料和金属壁面接触会加速热降解,故成型时应避免熔料长时间滞留在料筒内。
4 PP熔体流动性良好,介于HDPE和LDPE之间,易成型薄壁、长流程塑件。
5 PP具有结晶性、成型收缩率的变化范围较大,为1.0%?3.0%,且有较明显的后收缩性,故易产生缩孔、凹痕和变形,且方向性强。
6 PP的熔点和熔体热焓量比LDPE高,在结晶和冷却过程中会放出较多热量,因此模具要有较好的冷却系统,以减少塑件变形。
7 由于PP的热收缩和结晶作用,在成型过程中的比容积有较大变化,塑件的筋、孔及壁厚较大的部位容易产生气泡及凹痕等缺陷。
8 PP熔料温度低时取向明显,尤其在低温高压时更甚,因此要控制成型温度。
9 PP塑件脱模时收缩性较大,应在脱模后在定型装置上放置1天以上以定型,对于尺寸精度较高的塑
件,可及时进行热处理。
10 由于PP的成型收缩率较大,低温呈脆性,故塑件应壁厚均匀,避免缺口、尖角出现,防止产生应力集中。
11 如果保压时间过长,会使塑件出现较大的收缩而出现质量缺陷,因此在保证补充熔体固化收缩用料的基础上,尽量缩短保压时间。
12 PP熔体具有较明显的非牛顿性,粘度时剪切速率和温度都较敏感。
(2) PP的主要注塑成型条件
料筒温度。在需要注射压力和注射速度较小时,可选择较低的料筒温度。一般料筒温度控制在210~280
℃,喷嘴温度比料筒温度低10~30℃。当成型薄壁、复杂塑件时,料筒温度取高者;当塑件较厚时,料筒温度取低者。
1 PP熔体具有较明显的非牛顿性,粘度时剪切速率和温度都较敏感。
2 PP的主要注塑成型条件料筒温度。在需要注射压力和注射速度较小时,可选择较低的料筒温度。一般料筒温度控制在210~280℃,喷嘴温度比料筒温度低10~30℃。当成型薄壁、复杂塑件时,料筒温度取高者;当塑件较厚时,料筒温度取低者。模具温度。PP的结晶能力较强,提高模温有助于增加结晶度也有利于大分子松弛,减少分子的取向作用,从而降低塑件的内应力,减少缺料、气泡等缺陷,生产中常把
模温调整到20~60℃
3 注射压力。在注塑成型时,提高注射压力有利于增大熔料的流动性。柱塞式注塑机的注射压力比螺杆式要高。一般控制70~100MPa,具体数值以试模来决定,以塑件不缺料、溢料以及不产
花 纹 菊花纹、布纹、猫眼 产品应用PP文件夹,PP文件袋,PP名片盒 产品特点环保、美观、可丝印、柯印、烫金 目录1 花纹
应用特点
【花纹】
1)透明磨砂,细磨砂,超细磨砂,粗砂,镜面磨砂。
2)单面细磨砂,单面粗磨砂。
3)透明片。
4)双镜面。
5)斜纹片。
6)特殊的有:菊花纹、布纹、猫眼。
1) 文具类有: PP文件夹,PP文件袋,PP名片盒,PP公文包,PP笔盒,
PP笔筒,PP资料册,PP分页卡,PP隔页片,PP笔记本封面,
PP书托,PP写字板,PP挂历,PP台历,PP广告伞,PP鼠标垫,PP文具手提盒等文具产品。
2) 礼品类有: PP礼品盒,PP化妆品盒,PP礼品袋,PP手袋,
PP手袋底衬,PP衬条,PP眼镜盒,PP眼镜展示架,
PP玩具包装盒,PP纸巾盒等包装。
3) 食品类有: PP餐垫,PP杯垫,PP喝水杯,PP碗具,PP糖果盒,
PP糖果袋,PP酒盒,PP酒袋,PP切菜板等。
4) 照明类有:PP灯罩
5) 电子类有 :PP电子隔层板,PP电子包装盒等。
6) 鞋服装类有:PP服装盒,PP服装手袋,PP服装画线板,PP服装挂牌等。
PP鞋盒,PP鞋衬,PP鞋样画线板等。
7) 其他PP制品有:PP超市挂条,PP行李箱挂牌,PP路标牌,PP抽屉,PP雨衣包装盒,PP相框等。