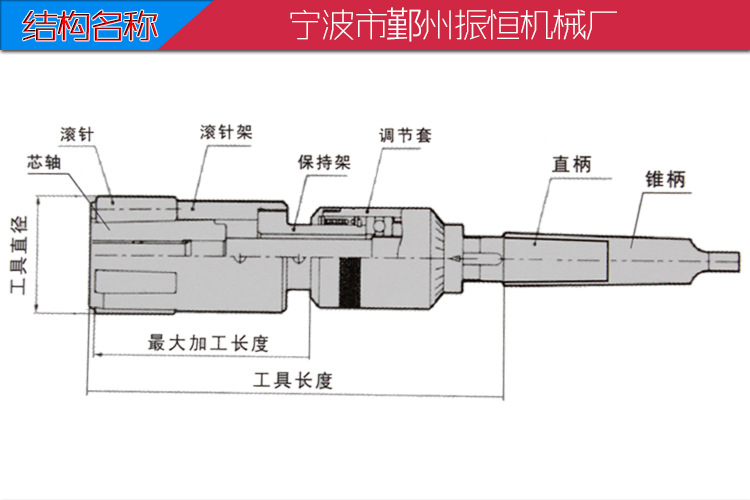
GoBozor ga xush kelibsiz
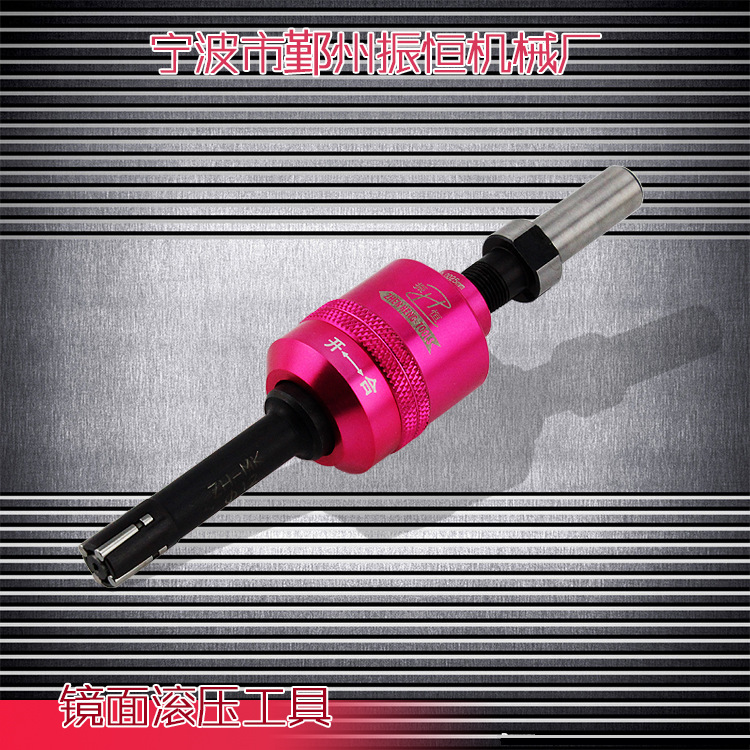




Поставка регулируемого типа глухих отверстий. Тип через-отверстие. Тип круглого шага. Штранг-прессования, нож завальцовки, внутреннее отверстие, нож завальцовки
Price section
dan boshlab
2 586 133 so'm
Технические характеристики
Завершить
Kafolatlangan yetkazib berish muddati
Agar biz 45 kun kechiksak, buyurtmani bepul olasiz. Batafsil
Har doim siz bilan aloqada
Biz har kuni savollarga har qanday savollarga javob beramiz.
To'lovni qulay usulda xavfsiz qiling
Biz to'lovlarni turli xil usullarda qabul qilamiz.
Bo'lib to'lash mavjud
Mahsulot haqida
Xususiyatlar
- Происхождение
Китай
- Диапазон обработки
Машины. Оборудование. Авиация. Паровая
- Марка
Чжэньхэн
- Ли импортировать
Нет
Tavsif




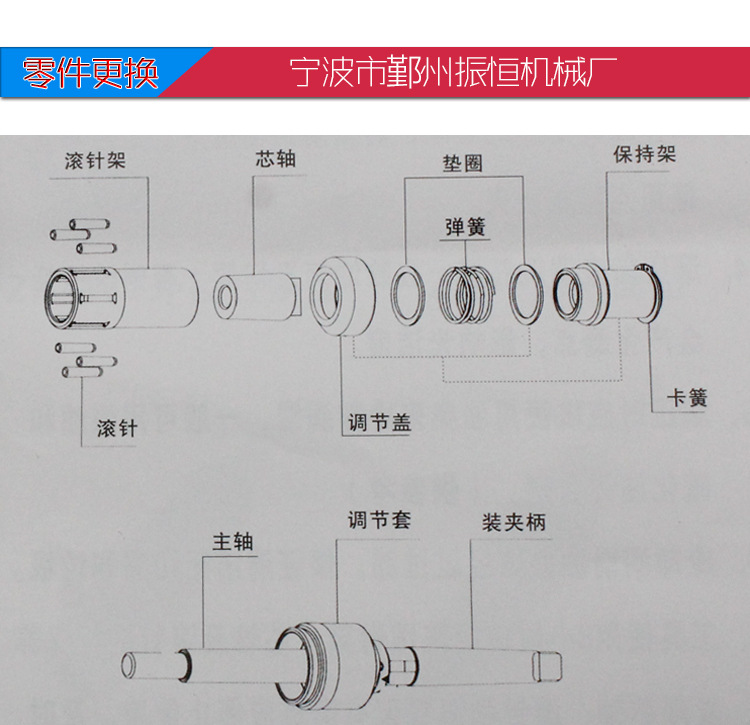

操作方法:
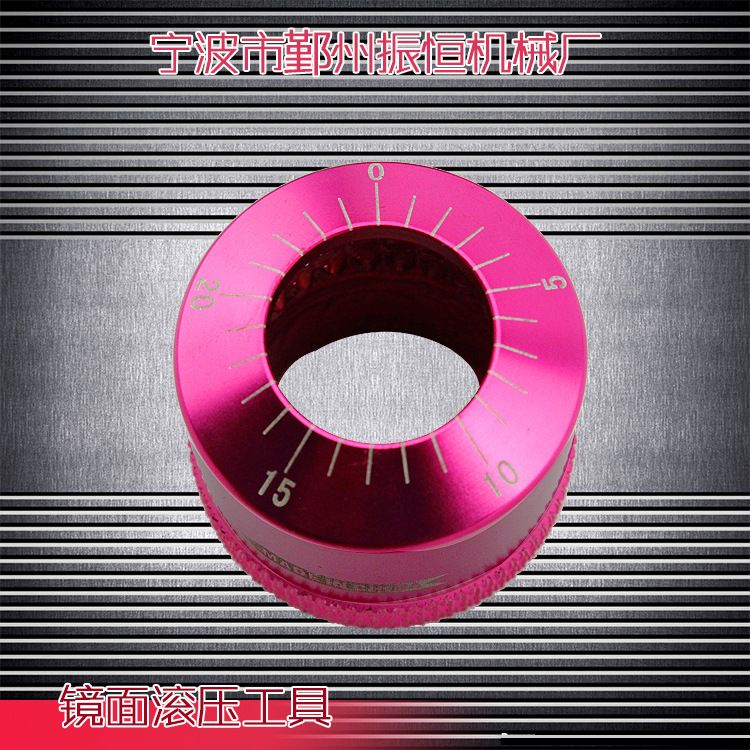
1.工具调整:
(1)用千分尺测量工具顶端直径.
(2)将铝壳向上推动,左右转动,可以调节工具所需要直径,每格刻度值0.0025毫米.
工具使用:
(1)工具可以安装庆车床的尾座上,刀架上,工件旋转,工具不动进行加工,或安装庆铣床,镗床,钻床,加工中心机床主轴上,工件不动,工具旋转进行加工.
(2)工具与工件必须在同一轴线上,以免影响工具的使用寿命.
(3)机床主轴应右转.
(4)工件加工完,工具继续旋转和自动缩小直径,不损伤加工表面退出。
技术参数:
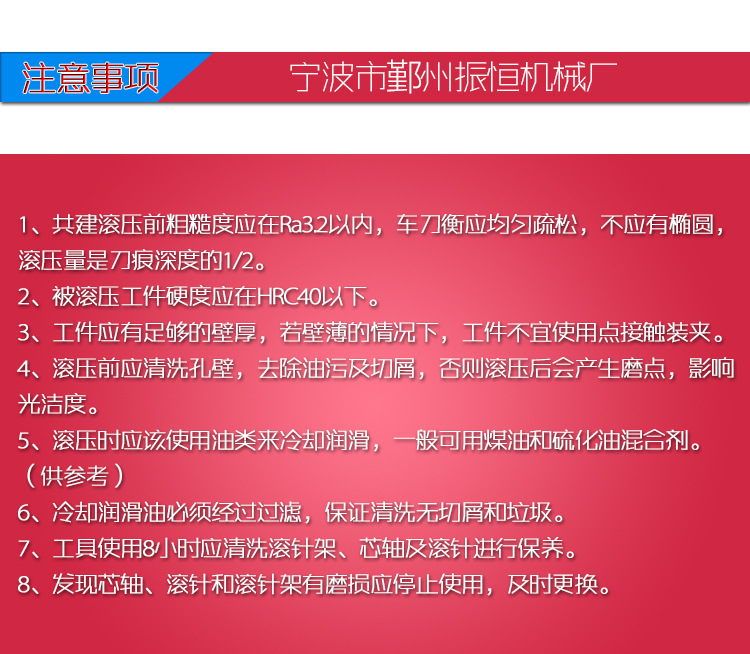
为了获得合适的滚压余量数据,应根据工件本身(主要是材质,硬度,滚压前表面粗糙度等)所选择,在批量加工前应试加工几只产品,调出所要最佳尺寸。
表一:滚压量(供参考)单位:毫米
| 直径 | 8-14 | 15-24 | 25-44 | 45-74 | 75-200 |
| 预留滚压量 | 0.005-0.02 | 0.01-0.03 | 0.02-0.04 | 0.025-0.045 | 0.03-0.06 |
表二:转速,进给量(供参考)单位:毫米
| 工件直径 | 8-14 | 15-24 | 25-44 | 45-74 | 75-99 | 100-139 | 140-200 |
| 转/分 | 1000-500 | 800-400 | 600-300 | 500-300 | 200-80 | 150-50 | 100-40 |
| 毫米/转 | 0.1-0.4 | 0.2-0.6 | 0.3-1.0 | 0.5-1.5 | 0.6-1.8 | 1.2-3.0 | 1.2-3.0 |
Barcha xususiyatlar
Xususiyatlari
- Происхождение
Китай
- Диапазон обработки
Машины. Оборудование. Авиация. Паровая
- Марка
Чжэньхэн
- Ли импортировать
Нет
Tavsif
操作方法:
1.工具调整:
(1)用千分尺测量工具顶端直径.
(2)将铝壳向上推动,左右转动,可以调节工具所需要直径,每格刻度值0.0025毫米.
工具使用:
(1)工具可以安装庆车床的尾座上,刀架上,工件旋转,工具不动进行加工,或安装庆铣床,镗床,钻床,加工中心机床主轴上,工件不动,工具旋转进行加工.
(2)工具与工件必须在同一轴线上,以免影响工具的使用寿命.
(3)机床主轴应右转.
(4)工件加工完,工具继续旋转和自动缩小直径,不损伤加工表面退出。
技术参数:
为了获得合适的滚压余量数据,应根据工件本身(主要是材质,硬度,滚压前表面粗糙度等)所选择,在批量加工前应试加工几只产品,调出所要最佳尺寸。
表一:滚压量(供参考)单位:毫米
| 直径 | 8-14 | 15-24 | 25-44 | 45-74 | 75-200 |
| 预留滚压量 | 0.005-0.02 | 0.01-0.03 | 0.02-0.04 | 0.025-0.045 | 0.03-0.06 |
表二:转速,进给量(供参考)单位:毫米
| 工件直径 | 8-14 | 15-24 | 25-44 | 45-74 | 75-99 | 100-139 | 140-200 |
| 转/分 | 1000-500 | 800-400 | 600-300 | 500-300 | 200-80 | 150-50 | 100-40 |
| 毫米/转 | 0.1-0.4 | 0.2-0.6 | 0.3-1.0 | 0.5-1.5 | 0.6-1.8 | 1.2-3.0 | 1.2-3.0 |