GoBozor ga xush kelibsiz



Бесконтактный прецизионный детектор поверхности 3D (бесконтактный измеритель контура поверхности) шарик обнаружения дозирования стандартная полусфера
Price section
dan boshlab
84 637 080 so'm
Kafolatlangan yetkazib berish muddati
Agar biz 45 kun kechiksak, buyurtmani bepul olasiz. Batafsil
Har doim siz bilan aloqada
Biz har kuni savollarga har qanday savollarga javob beramiz.
To'lovni qulay usulda xavfsiz qiling
Biz to'lovlarni turli xil usullarda qabul qilamiz.
Bo'lib to'lash mavjud
Mahsulot haqida
Xususiyatlar
- Происхождение
Китай
- разрешение
λ/20 (ПВ99)
- Номер товара
Абабаза-А253/30 нм
- модель
Абабаба-А253
- вес
5
- Импортировано ли оно?
Нет
- сертификат
Митрология CNAS
- Диапазон измерения
R10 мм~R20 мм
- Обработка и настройка
Да
- Номер заказа
Абабаза-А253/30 нм
- Точка измерения
до 6.0million
- Калибр
от 5 мм до 850 мм
Tavsif
名称:标准半球(计量检测球)
货号:Aubat-A253/30nm
参数:
直径约φ25mm
P+V(圆度)≤30nm
厂家:奥本精密
我公司生产的25mm标准半球(计量检测球),其精度参数完全符合泰勒.霍普森LUPHOScan系列非接触式3D表面精密检测仪(非接触式表面轮廓测量仪)的测量需求。国产高精度纳米级参数可媲美进口,客户信赖 复购率高。

了解非接触式表面轮廓测量仪:
LUPHOScan850 HD
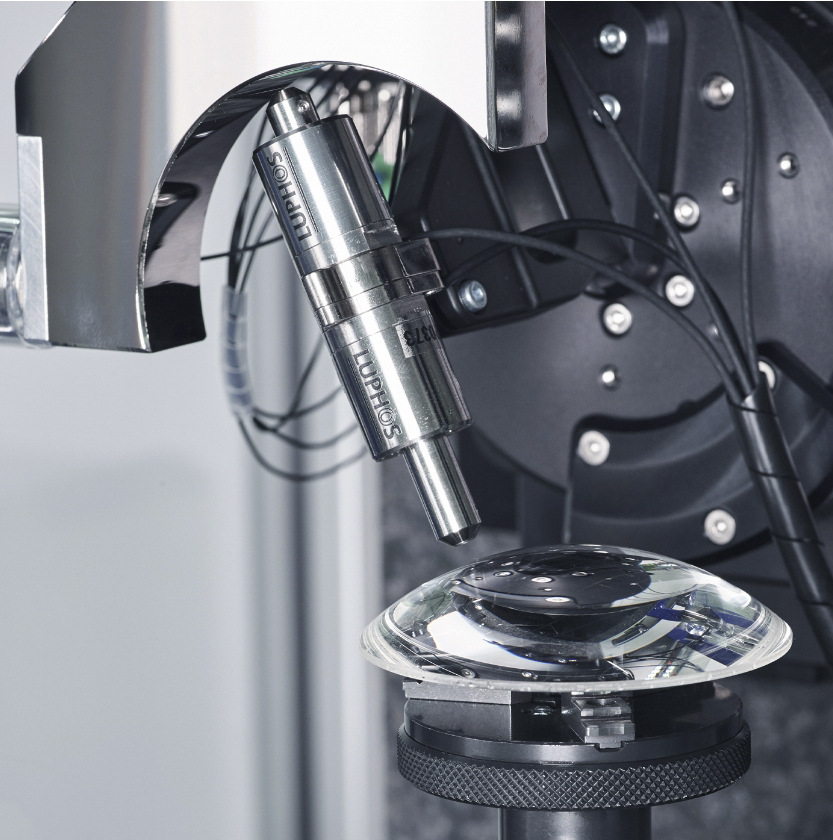
LUPHOScan: 适用于各种类型光学表面的非接触式计量
最新3D光学计量仪器 ,精确测量非球面、衍射面和自由曲面等多种光学工件,可测量口径高达 Ø850mm;用于对非球面透镜、球面、平面和轻微自由曲面等旋转对称表面(光学器件)进行超高精密非接触式三维表面形状测量。该轮廓仪的主要优点包括测量速度快,对一些特殊的表面形状(如平顶或带有拐点的轮廓)具有高度灵活性。
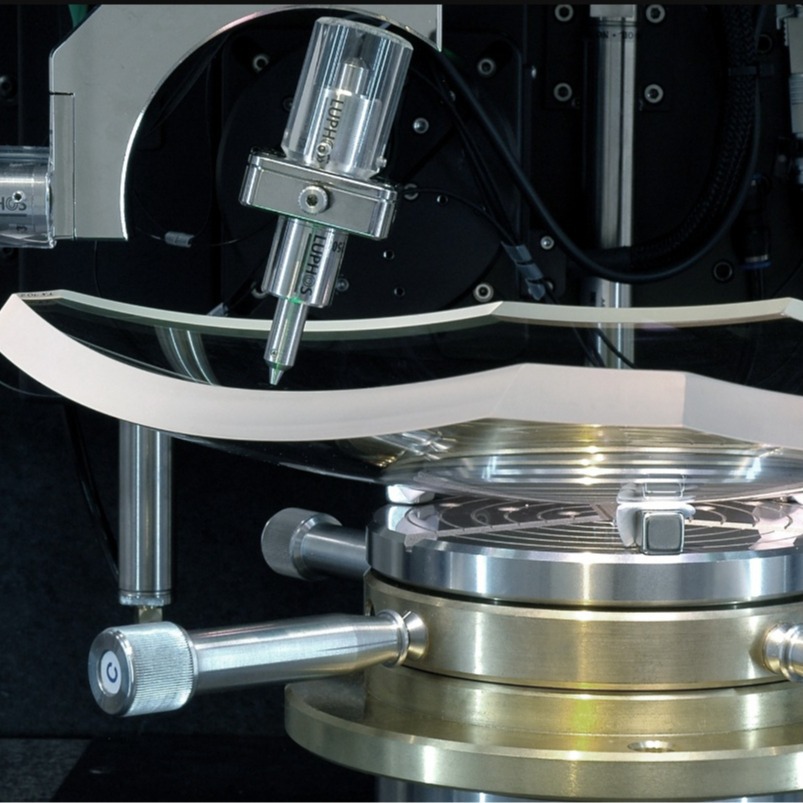
测量原理
当被测光学镜面旋转时,光学测头同时跟踪着被侧件的理论设计轮廓移动,进而形成在整个测量面法线方向上的螺旋式扫描。这种技术能够测量几乎所有类型的光学面。

测量技术特点:
高度精确
• 能精确测量面形误差且具备高度可重复性,面形误差
精度可高达< λ/20 (PV99) 和 ≥5nmRMS*
测量范围大灵活性极高
• 测量口径范围可从5mm 到 850mm,测量高度范围到210mm
高密度测量点
• 测量点数高达600万,以用于精确测量和分析大口径的中频面形误差
自由曲面的检测
• 对回转非对称面可测量整个园周的最大斜度变化到±8° (径向斜度到90°)
几乎能测量所有的材料
• 透明、镜面、不透明、抛光或磨光面
以提高测量精度和重复再现性精度为前提的优化技术
花岗岩参考支架
• 采用材质分布均匀的花岗岩为计量参考支架,外加通过优化设计确保热膨胀误差的准确补偿,从而将振动造成的测量误差减到最小。
测量环境条件变化的实时误差补偿
• 四个温度变化测量传感器和一个气压变化传感器
测量系统噪音极低,精度最高
• 采用TMC设计 的主动抗振系统,以获得最佳隔振测量环境
自动调心调平
• 全自动测量,提供极为稳定而精确的测量结果
计量方法:
使用一个有效口径为220 mm的球形设计工件进行研究测试。将球形工件放在仪器的旋转平台上,首先将工件轴与转台轴对正进行测量,然后再平移一定的距离进行离轴球面的测量。 这种使用一个偏离轴10mm的球面来代表自由曲面的测试方法,其优点是可以直接将测试结果与已知面形误差的精加工球面进行比较。


Barcha xususiyatlar
Xususiyatlari
- Происхождение
Китай
- разрешение
λ/20 (ПВ99)
- Номер товара
Абабаза-А253/30 нм
- модель
Абабаба-А253
Tavsif
名称:标准半球(计量检测球)
货号:Aubat-A253/30nm
参数:
直径约φ25mm
P+V(圆度)≤30nm
厂家:奥本精密
我公司生产的25mm标准半球(计量检测球),其精度参数完全符合泰勒.霍普森LUPHOScan系列非接触式3D表面精密检测仪(非接触式表面轮廓测量仪)的测量需求。国产高精度纳米级参数可媲美进口,客户信赖 复购率高。
了解非接触式表面轮廓测量仪:
LUPHOScan850 HD
LUPHOScan: 适用于各种类型光学表面的非接触式计量
最新3D光学计量仪器 ,精确测量非球面、衍射面和自由曲面等多种光学工件,可测量口径高达 Ø850mm;用于对非球面透镜、球面、平面和轻微自由曲面等旋转对称表面(光学器件)进行超高精密非接触式三维表面形状测量。该轮廓仪的主要优点包括测量速度快,对一些特殊的表面形状(如平顶或带有拐点的轮廓)具有高度灵活性。
测量原理
当被测光学镜面旋转时,光学测头同时跟踪着被侧件的理论设计轮廓移动,进而形成在整个测量面法线方向上的螺旋式扫描。这种技术能够测量几乎所有类型的光学面。
测量技术特点:
高度精确
• 能精确测量面形误差且具备高度可重复性,面形误差
精度可高达< λ/20 (PV99) 和 ≥5nmRMS*
测量范围大灵活性极高
• 测量口径范围可从5mm 到 850mm,测量高度范围到210mm
高密度测量点
• 测量点数高达600万,以用于精确测量和分析大口径的中频面形误差
自由曲面的检测
• 对回转非对称面可测量整个园周的最大斜度变化到±8° (径向斜度到90°)
几乎能测量所有的材料
• 透明、镜面、不透明、抛光或磨光面
以提高测量精度和重复再现性精度为前提的优化技术
花岗岩参考支架
• 采用材质分布均匀的花岗岩为计量参考支架,外加通过优化设计确保热膨胀误差的准确补偿,从而将振动造成的测量误差减到最小。
测量环境条件变化的实时误差补偿
• 四个温度变化测量传感器和一个气压变化传感器
测量系统噪音极低,精度最高
• 采用TMC设计 的主动抗振系统,以获得最佳隔振测量环境
自动调心调平
• 全自动测量,提供极为稳定而精确的测量结果
计量方法:
使用一个有效口径为220 mm的球形设计工件进行研究测试。将球形工件放在仪器的旋转平台上,首先将工件轴与转台轴对正进行测量,然后再平移一定的距离进行离轴球面的测量。 这种使用一个偏离轴10mm的球面来代表自由曲面的测试方法,其优点是可以直接将测试结果与已知面形误差的精加工球面进行比较。