Добро пожаловать в GoBozor



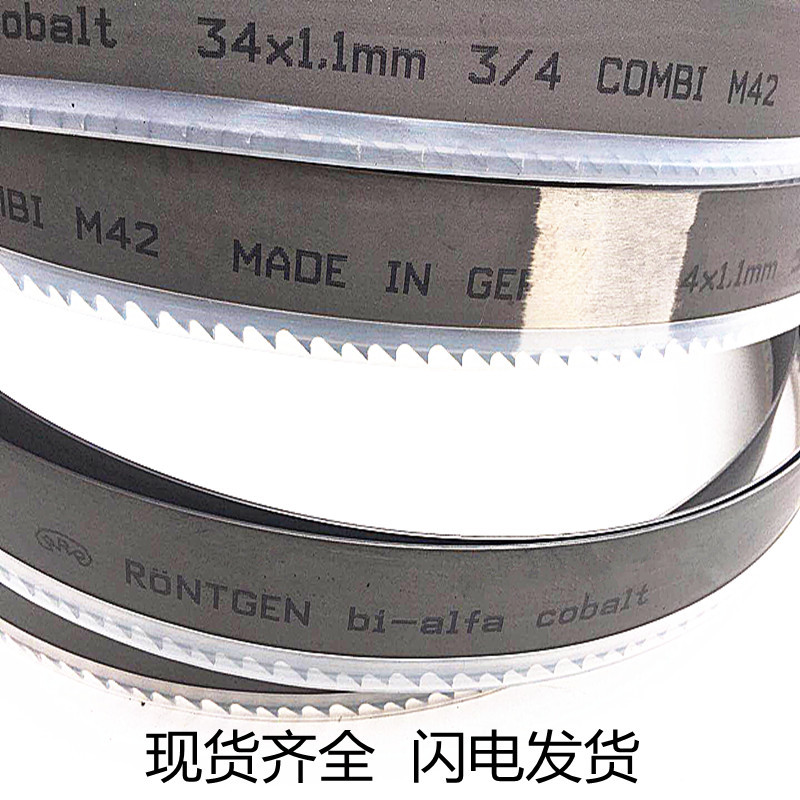
RONTGEN немецкая ленточная пила Rotgen 4515*34*1,1*3/4 станок пильный диск GZ4235 специальный ленточный пильный диск
Price section
Цена от
493 717 so'm
Модель
4515*34*1.1
34*4115
34*4320
Пользовательские спецификации
27*3505
27*2360
Гарантия доставки и возврата
Опоздаем на 45 дней, получите заказ бесплатно. Подробнее
Служба поддержки
Ответим на любые вопросы каждый день.
Безопасная оплата
Примем оплату картой или в рассрочку
Доступна рассрочка
О товаре
Характеристики
- Материал
М42
- Питч
3/4,2/3,4/6
- Количество зубов
3/4 2/3 4/6 5/8
- Толщина
1,1
- Пункт Нет.
39562
- Ширина дороги пилы
1,6
- Ширина
34
- Марка
Гфеллер/кефеллер
- Полная длина
4515
- Сфера применения
Круглая сталь, дерево, нержавеющая сталь, медь и алюминий и т. Д.
- Вес
2,8
- Ли импортировать
Нет
- Настройка обработки
Да
- Приказ №.
63526
- Профиль зуба
Угол грабли нулевого градуса становится зубчатым
- Твердость зубного наконечника
68
- Гарантия подлинных товаров
Поддельные один штраф десять
- Полный в наличии
Обычно используется ширина 34, Ширина 27, ширина 41, ширина 54, ширина 67
- Полный профиль зуба
3/4 2/3 4/6
- Лицензионная частная марка
Да
Описание
| 查看宝贝详情 | 欣赏手机店铺 | 保存本店名片 | ||||||
 |  |  | ||||||

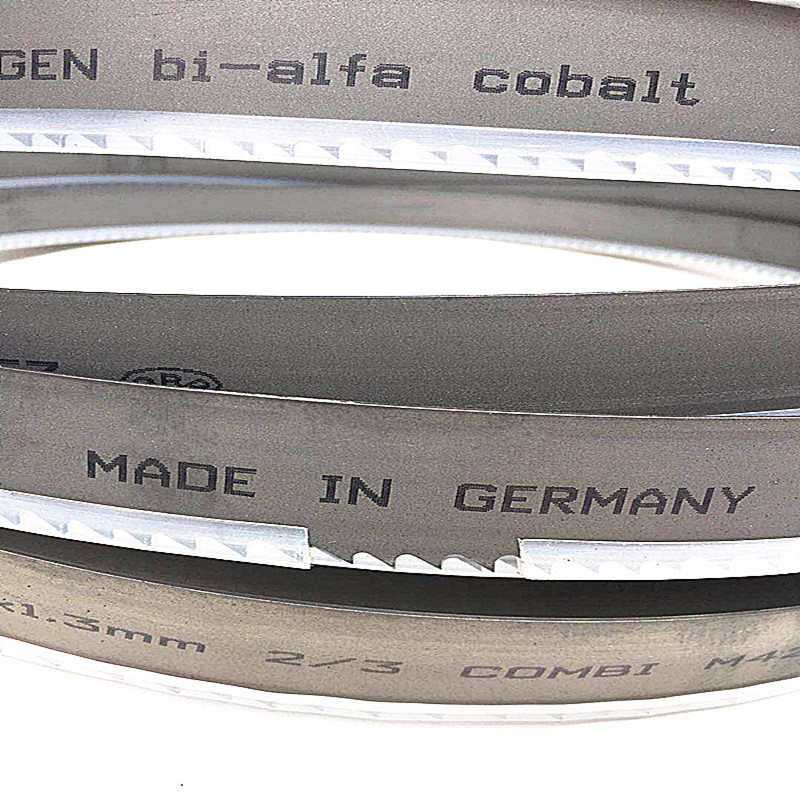
德国罗特根RRR双金属带锯条批发34*4515*1.1*3/4是由齿部和背部2种金属用电子束(或激光)焊接而成,背部材料:由于世界各国标准不同,其材料牌号分别表达为:X32、B318、RM80、
B313、D6A、505等。但同属于46CrNiMoVA材料系列。
齿部材料具有高硬度、高耐磨性、高红硬性(在高温下仍能够保持其硬度的特性)M42齿部材料含钴成分高达8%以上,是一种理想的合金高速钢材料。
背部材料则具有很好的耐疲劳性能。




双金属带锯条用途:
双金属带锯条主要用于切割普通黑色金属,如铸铁、铸钢、轧制圆钢、方钢、管材、型钢;亦能切割合金工具钢、合金结构钢、模具钢、轴承钢、不锈钢等硬、粘金属;还能切割铜、铝等有色金属。如果选择合适的齿形(跳齿)则可用于切割冻鱼、冻肉;特殊加工较大分齿量的双金属带锯条也普遍用于切割红木、柞木、铁梨木等坚硬贵重木材
下表提供了常用齿数适用的材料最大尺寸和最小尺寸,在实际运用可以根据情况做进一步调整。
齿距 | 平均每英寸的齿数 | 最小横截面长(mm) 3齿原则 | 最大的横截面长度(mm) 24齿原则 |
2/3 | 2.5 | 30.48 | 243.84 |
3 | 3 | 25.4 | 203.2 |
3/4 | 3.5 | 20.32 | 175.26 |
3/5 | 4 | 19.05 | 152.4 |
4 | 4 | 19.05 | 152.4 |
4/6 | 5 | 15.24 | 121.92 |
6 | 6 | 12.7 | 101.6 |
5/8 | 6.5 | 11.684 | 93.98 |
8 | 8 | 9.525 | 76.2 |
6/10 | 8 | 9.525 | 76.2 |
10 | 10 | 7.62 | 60.96 |
8/12 | 10 | 7.62 | 60.96 |
一、 提醒在操作时几点需注意的事项:
1、 新锯条拿来后,在上带锯机前首先检查锯条齿尖的方向是否正确。正确的方向应该是齿尖的方向与它的运动方向一致,如不对将锯条翻转一下即可,很容易。通常锯条出厂时齿尖的方向都是对的。
2、 一旦锯条在某个锯缝打了锯齿,换上新锯条后一定不要在该缝接着锯,应该换个地方从头锯。原因有二:一是被锯切材料在此处可能有硬点或杂质;二是打掉的锯齿尖可能嵌在锯缝里形成新的硬点。否则,新锯条还是要打锯齿。
3、 为了准确定尺,往往要把被锯切材料齐头。请注意齐头时被锯下来的料头一定要大于锯条与接料盘之间的缝隙。如某台锯床该缝隙为2CM,那么齐头锯下来料头致少要大于2CM。若料头小于2CM,锯下来的料头就有可能挤在该缝隙内,会严重损坏锯条。
4、 公司一般都是采用成捆锯切,少则几根,多则十几根、几十根。这种情况锯切必须保证每一根材料都要有效的被夹紧。其中任意一根料松动一下就会立刻打伤锯条。尤其要避免不同规格的型材同一捆锯,因为这样很难保证每一根料都被有效夹紧。
因为G4040带锯机工件夹紧力及锯条的涨紧力,都是由锯机系统油压提供,因此锯机的油压须在正常值。
5、 要合理的选择带锯机的进给速度及锯条线速度。每台设备和工具都有其理想的工作状态,超过限度则欲速而不达。比如:直径100MM、45#钢棒,对于我们这个品牌和材质的锯条,它的正常工作状态是:线速度54M/MIN,进给速度约50平方厘米。直观看应该在1分半至2分钟完成锯切。
型材对锯条是冲击性负载,等于带锯条所处工作环境更差一些,合理选择进给速度及线速度也是非常重要的。总之过快的速度极易造成齿尖温度急剧上升,使得齿尖退火,硬度降低,损伤锯条。
5、 被锯切材料材质不同,对带锯条使用寿命影响也不同。有些材料有杂质或硬点现象也是时有发生。型材及焊接管的焊缝出现这样情况也避免不了。碰到这种情况,如上述就要更换个部位再锯。千万不可在原锯缝用新锯条继续锯。
双金属带锯条齿形表
名 称 | 齿形的几何尺寸特点 | |
标准齿R | 标准等齿 | 前角0°,齿距相等 |
标准变齿 | 前角0°,齿距不等,含有过度齿距 | |
勾 齿H | 勾齿等齿 | 前角3——10°,齿距相等 |
勾齿变齿 | 前角3——10°,齿距不等,含有过度齿距 | |
跳 齿T | 前角0—10°,齿距相当于同类齿形齿距的1.5—2倍 | |
龟背齿G | 前角0—10°,齿形角58—60°,齿背有一段弧线,形同龟背 | |
强力齿Q | 前角0—10°,齿形角58—60°,又称“抗拉齿”、“折线齿” | |
管 齿Z | 前角0—5°,齿形角63°,因为齿尖部形同鹰嘴,又称“鹰嘴齿” | |
各类齿形的优缺点和适用范围:
1、标准等齿:
优点:由于齿距相等,切割工件时切削受力均匀,切面平整光滑。
缺点:使用过程中,容易与机床的固有频率产生共振,损坏工件和锯条。由于前角为零度,需要加大进给压力才能提高效率。由此而产生锯条背边在锯床导向臂中的合金限位块上加快磨损,减少寿命。
适用范围:切割实心材和小径实心材的成束切割。
2、标准变齿:
优点:由于齿距不相等,能够很好地消除与机床固有频率产生共振,切割平稳,减小噪音。这也是变齿齿形在实践中应运而生的根本原因。
缺点:由于齿距变化不等,齿槽容削空间和工件切面刀花不均匀。
适用范围:切割槽钢、工字钢、异型钢等截面变化的工件。
3、勾齿:
优点:勾齿的前角一般为3—10°,在切割工件时,锯条自身能产生附加的进给压力,前角越大,这个附加进给压力就越大;而切削力越大,这个附加压力也越大。从而为锯条背边减压,有效地保护了锯条的背边受损,延长了锯条寿命。采用小进给压力和适中的线速度切割会有效地提高工作效率。
缺点:不适宜大进给压力和高速切割。【使用时尤为注意】
适用范围:勾齿等齿和勾齿变齿是标准齿的改进,合理的选择使用勾齿型双金属带锯条将提高锯割效率和节省锯条,降低成本。



了解产品的相关知识非常重要,一知半解的话往往会造成捡了芝麻丢西瓜的后果,教您带锯条长时间不用怎么避免出现裂纹的现象
带锯条有可能长时间不用出现裂纹,我们只有知道带锯条出现裂纹的原因才能相应的找出避免裂纹发生的方法,下面就带您去分析造成带锯条裂纹的原因和避免的发生裂纹的方法。
1、首先强调的是;新锯带必须进行磨合切削。使用时间短就出现裂纹,这说明磨合期的切削没有做好或根本不进行磨合,必须进行改正。
2、从涨紧力方面考虑;如果我们只知道把锯带涨紧就可以锯切了,不考虑锯带能够承受的涨紧力度,使锯带过分受力,也就加大了产生早期裂纹的因素。
正确的操作是:检查锯带安装是否合理,特别是锯带要完全接触到导向块,再将锯带涨紧锁好,用手推推锯带有一定的弹性,(锯带的张力值约300N/mm)以不锯斜为原则就可以了。
3、从导向臂方面考虑;有些操作者把导向臂张开的太大,这样就使导向臂离锯轮近了,增加了锯带的扭曲程度,也就加大了锯带容易被撕裂的可能,造成带体的裂纹。
正确的设置“两导向臂调至距被切工件约1公分左右,以不影响锯架下降即可,这样可减少对锯带的扭曲程度,也就能提高带体的使用寿命。
4、从综合方面考虑。锯床调整的好坏、锯带初期磨合、锯带进给过大、线速度过快、导向块的夹紧程度等也是影响到锯带产生裂纹的因素。
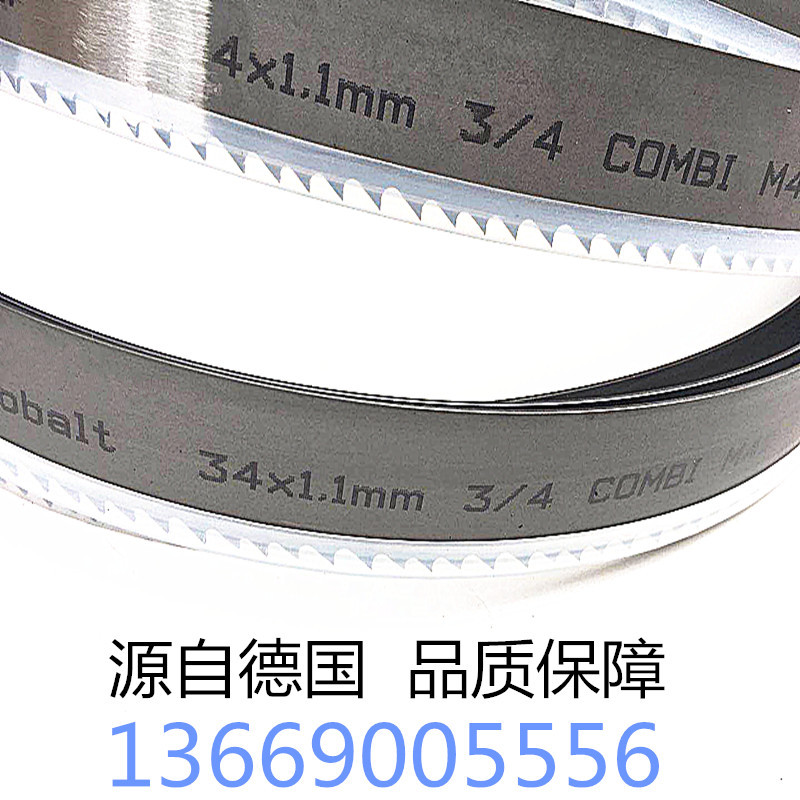
综上所述,造成带锯条出现裂痕的现象很多,但是大部分原因既有操作之误,也有技能之糙,更有知识之乏所以在再次提醒选择带锯条的时候,一定不要忽视锯齿间距啊,它和进给率和锯切速度一样重要。如有任何带锯条技术疑问,欢迎拨打热线电话13669005556沟通联系,我们将以完善的售后服务赢得您的信任!帮您提高切割效率,降低企业加工成本.
Характеристики
Свойства
- Материал
М42
- Питч
3/4,2/3,4/6
- Количество зубов
3/4 2/3 4/6 5/8
- Толщина
1,1
Описание
| 查看宝贝详情 | 欣赏手机店铺 | 保存本店名片 | ||||||
| | | ||||||
德国罗特根RRR双金属带锯条批发34*4515*1.1*3/4是由齿部和背部2种金属用电子束(或激光)焊接而成,背部材料:由于世界各国标准不同,其材料牌号分别表达为:X32、B318、RM80、
B313、D6A、505等。但同属于46CrNiMoVA材料系列。
齿部材料具有高硬度、高耐磨性、高红硬性(在高温下仍能够保持其硬度的特性)M42齿部材料含钴成分高达8%以上,是一种理想的合金高速钢材料。
背部材料则具有很好的耐疲劳性能。
双金属带锯条用途:
双金属带锯条主要用于切割普通黑色金属,如铸铁、铸钢、轧制圆钢、方钢、管材、型钢;亦能切割合金工具钢、合金结构钢、模具钢、轴承钢、不锈钢等硬、粘金属;还能切割铜、铝等有色金属。如果选择合适的齿形(跳齿)则可用于切割冻鱼、冻肉;特殊加工较大分齿量的双金属带锯条也普遍用于切割红木、柞木、铁梨木等坚硬贵重木材
下表提供了常用齿数适用的材料最大尺寸和最小尺寸,在实际运用可以根据情况做进一步调整。
齿距 | 平均每英寸的齿数 | 最小横截面长(mm) 3齿原则 | 最大的横截面长度(mm) 24齿原则 |
2/3 | 2.5 | 30.48 | 243.84 |
3 | 3 | 25.4 | 203.2 |
3/4 | 3.5 | 20.32 | 175.26 |
3/5 | 4 | 19.05 | 152.4 |
4 | 4 | 19.05 | 152.4 |
4/6 | 5 | 15.24 | 121.92 |
6 | 6 | 12.7 | 101.6 |
5/8 | 6.5 | 11.684 | 93.98 |
8 | 8 | 9.525 | 76.2 |
6/10 | 8 | 9.525 | 76.2 |
10 | 10 | 7.62 | 60.96 |
8/12 | 10 | 7.62 | 60.96 |
一、 提醒在操作时几点需注意的事项:
1、 新锯条拿来后,在上带锯机前首先检查锯条齿尖的方向是否正确。正确的方向应该是齿尖的方向与它的运动方向一致,如不对将锯条翻转一下即可,很容易。通常锯条出厂时齿尖的方向都是对的。
2、 一旦锯条在某个锯缝打了锯齿,换上新锯条后一定不要在该缝接着锯,应该换个地方从头锯。原因有二:一是被锯切材料在此处可能有硬点或杂质;二是打掉的锯齿尖可能嵌在锯缝里形成新的硬点。否则,新锯条还是要打锯齿。
3、 为了准确定尺,往往要把被锯切材料齐头。请注意齐头时被锯下来的料头一定要大于锯条与接料盘之间的缝隙。如某台锯床该缝隙为2CM,那么齐头锯下来料头致少要大于2CM。若料头小于2CM,锯下来的料头就有可能挤在该缝隙内,会严重损坏锯条。
4、 公司一般都是采用成捆锯切,少则几根,多则十几根、几十根。这种情况锯切必须保证每一根材料都要有效的被夹紧。其中任意一根料松动一下就会立刻打伤锯条。尤其要避免不同规格的型材同一捆锯,因为这样很难保证每一根料都被有效夹紧。
因为G4040带锯机工件夹紧力及锯条的涨紧力,都是由锯机系统油压提供,因此锯机的油压须在正常值。
5、 要合理的选择带锯机的进给速度及锯条线速度。每台设备和工具都有其理想的工作状态,超过限度则欲速而不达。比如:直径100MM、45#钢棒,对于我们这个品牌和材质的锯条,它的正常工作状态是:线速度54M/MIN,进给速度约50平方厘米。直观看应该在1分半至2分钟完成锯切。
型材对锯条是冲击性负载,等于带锯条所处工作环境更差一些,合理选择进给速度及线速度也是非常重要的。总之过快的速度极易造成齿尖温度急剧上升,使得齿尖退火,硬度降低,损伤锯条。
5、 被锯切材料材质不同,对带锯条使用寿命影响也不同。有些材料有杂质或硬点现象也是时有发生。型材及焊接管的焊缝出现这样情况也避免不了。碰到这种情况,如上述就要更换个部位再锯。千万不可在原锯缝用新锯条继续锯。
双金属带锯条齿形表
名 称 | 齿形的几何尺寸特点 | |
标准齿R | 标准等齿 | 前角0°,齿距相等 |
标准变齿 | 前角0°,齿距不等,含有过度齿距 | |
勾 齿H | 勾齿等齿 | 前角3——10°,齿距相等 |
勾齿变齿 | 前角3——10°,齿距不等,含有过度齿距 | |
跳 齿T | 前角0—10°,齿距相当于同类齿形齿距的1.5—2倍 | |
龟背齿G | 前角0—10°,齿形角58—60°,齿背有一段弧线,形同龟背 | |
强力齿Q | 前角0—10°,齿形角58—60°,又称“抗拉齿”、“折线齿” | |
管 齿Z | 前角0—5°,齿形角63°,因为齿尖部形同鹰嘴,又称“鹰嘴齿” | |
各类齿形的优缺点和适用范围:
1、标准等齿:
优点:由于齿距相等,切割工件时切削受力均匀,切面平整光滑。
缺点:使用过程中,容易与机床的固有频率产生共振,损坏工件和锯条。由于前角为零度,需要加大进给压力才能提高效率。由此而产生锯条背边在锯床导向臂中的合金限位块上加快磨损,减少寿命。
适用范围:切割实心材和小径实心材的成束切割。
2、标准变齿:
优点:由于齿距不相等,能够很好地消除与机床固有频率产生共振,切割平稳,减小噪音。这也是变齿齿形在实践中应运而生的根本原因。
缺点:由于齿距变化不等,齿槽容削空间和工件切面刀花不均匀。
适用范围:切割槽钢、工字钢、异型钢等截面变化的工件。
3、勾齿:
优点:勾齿的前角一般为3—10°,在切割工件时,锯条自身能产生附加的进给压力,前角越大,这个附加进给压力就越大;而切削力越大,这个附加压力也越大。从而为锯条背边减压,有效地保护了锯条的背边受损,延长了锯条寿命。采用小进给压力和适中的线速度切割会有效地提高工作效率。
缺点:不适宜大进给压力和高速切割。【使用时尤为注意】
适用范围:勾齿等齿和勾齿变齿是标准齿的改进,合理的选择使用勾齿型双金属带锯条将提高锯割效率和节省锯条,降低成本。
了解产品的相关知识非常重要,一知半解的话往往会造成捡了芝麻丢西瓜的后果,教您带锯条长时间不用怎么避免出现裂纹的现象
带锯条有可能长时间不用出现裂纹,我们只有知道带锯条出现裂纹的原因才能相应的找出避免裂纹发生的方法,下面就带您去分析造成带锯条裂纹的原因和避免的发生裂纹的方法。
1、首先强调的是;新锯带必须进行磨合切削。使用时间短就出现裂纹,这说明磨合期的切削没有做好或根本不进行磨合,必须进行改正。
2、从涨紧力方面考虑;如果我们只知道把锯带涨紧就可以锯切了,不考虑锯带能够承受的涨紧力度,使锯带过分受力,也就加大了产生早期裂纹的因素。
正确的操作是:检查锯带安装是否合理,特别是锯带要完全接触到导向块,再将锯带涨紧锁好,用手推推锯带有一定的弹性,(锯带的张力值约300N/mm)以不锯斜为原则就可以了。
3、从导向臂方面考虑;有些操作者把导向臂张开的太大,这样就使导向臂离锯轮近了,增加了锯带的扭曲程度,也就加大了锯带容易被撕裂的可能,造成带体的裂纹。
正确的设置“两导向臂调至距被切工件约1公分左右,以不影响锯架下降即可,这样可减少对锯带的扭曲程度,也就能提高带体的使用寿命。
4、从综合方面考虑。锯床调整的好坏、锯带初期磨合、锯带进给过大、线速度过快、导向块的夹紧程度等也是影响到锯带产生裂纹的因素。
综上所述,造成带锯条出现裂痕的现象很多,但是大部分原因既有操作之误,也有技能之糙,更有知识之乏所以在再次提醒选择带锯条的时候,一定不要忽视锯齿间距啊,它和进给率和锯切速度一样重要。如有任何带锯条技术疑问,欢迎拨打热线电话13669005556沟通联系,我们将以完善的售后服务赢得您的信任!帮您提高切割效率,降低企业加工成本.