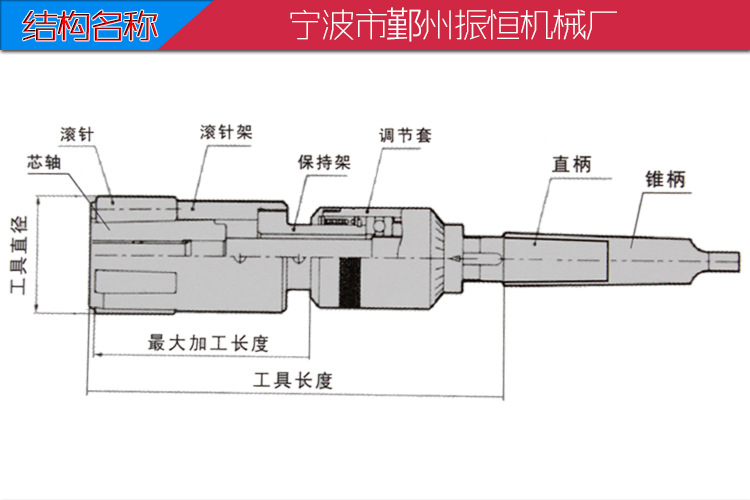
Добро пожаловать в GoBozor
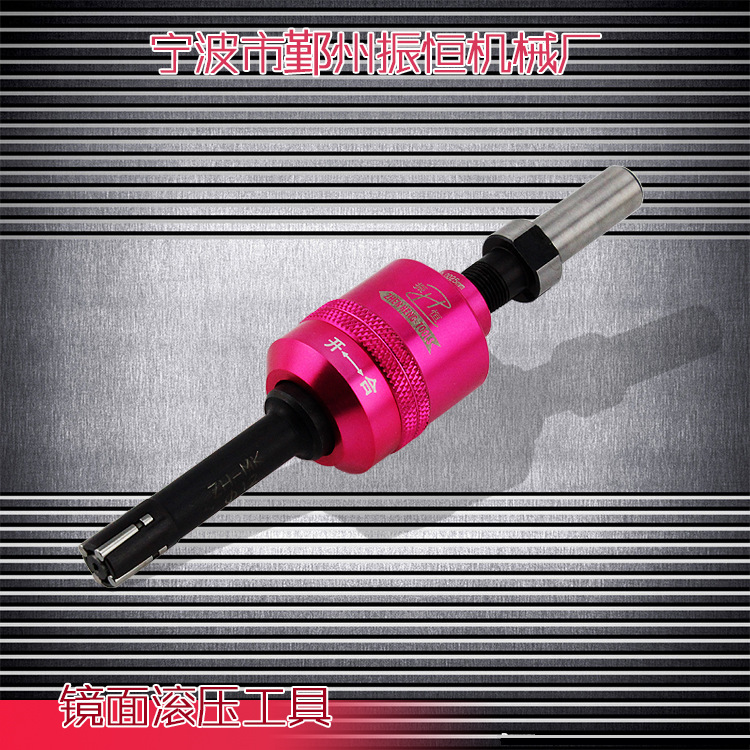




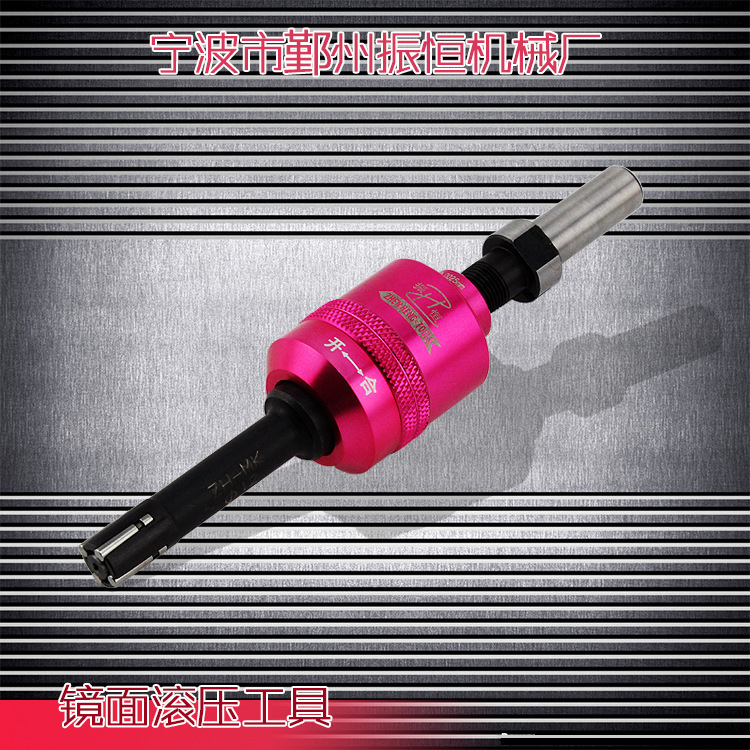
Поставка регулируемого типа глухих отверстий. Тип через-отверстие. Тип круглого шага. Штранг-прессования, нож завальцовки, внутреннее отверстие, нож завальцовки
Price section
Цена от
2 586 133 so'm
Технические характеристики
Завершить
Гарантия доставки и возврата
Опоздаем на 45 дней, получите заказ бесплатно. Подробнее
Служба поддержки
Ответим на любые вопросы каждый день.
Безопасная оплата
Примем оплату картой или в рассрочку
Доступна рассрочка
О товаре
Характеристики
- Происхождение
Китай
- Диапазон обработки
Машины. Оборудование. Авиация. Паровая
- Марка
Чжэньхэн
- Ли импортировать
Нет
Описание




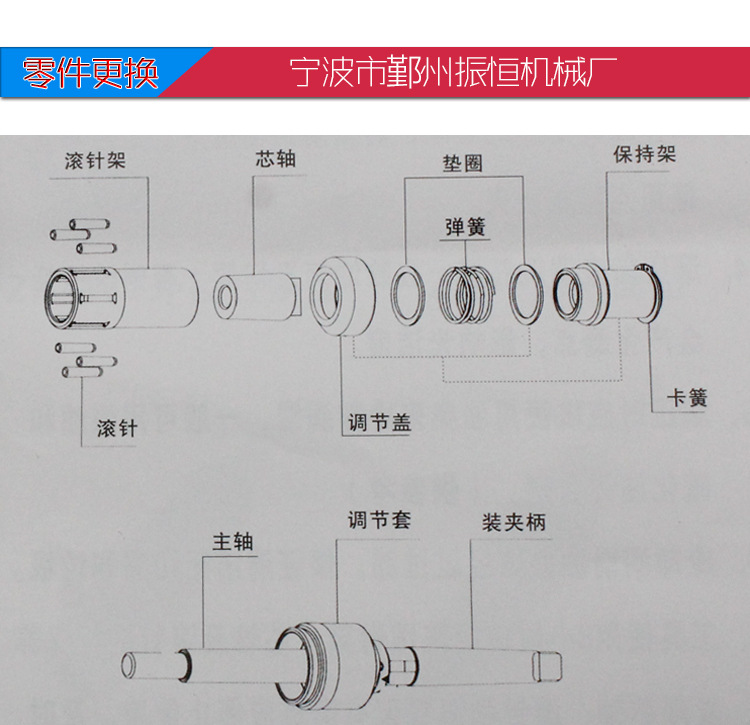

操作方法:
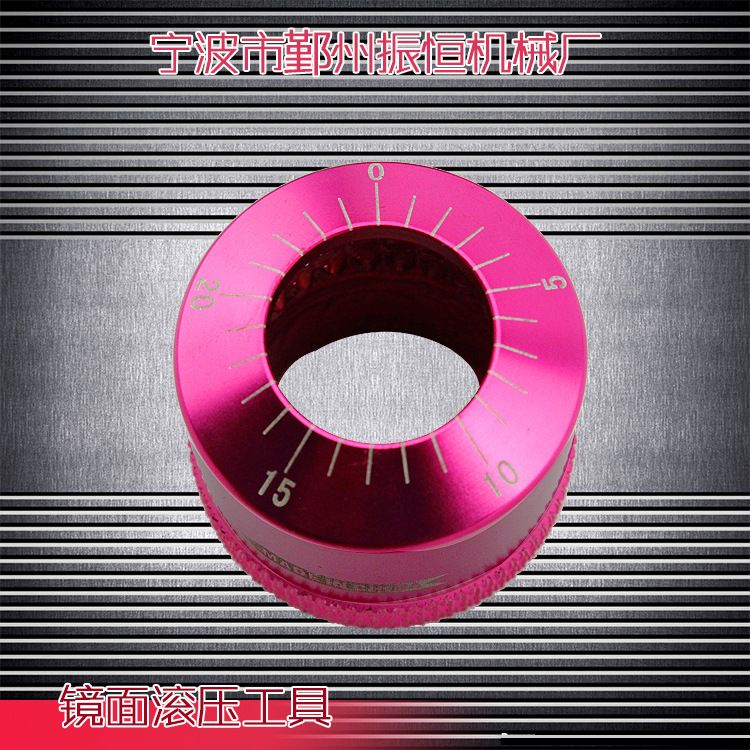
1.工具调整:
(1)用千分尺测量工具顶端直径.
(2)将铝壳向上推动,左右转动,可以调节工具所需要直径,每格刻度值0.0025毫米.
工具使用:
(1)工具可以安装庆车床的尾座上,刀架上,工件旋转,工具不动进行加工,或安装庆铣床,镗床,钻床,加工中心机床主轴上,工件不动,工具旋转进行加工.
(2)工具与工件必须在同一轴线上,以免影响工具的使用寿命.
(3)机床主轴应右转.
(4)工件加工完,工具继续旋转和自动缩小直径,不损伤加工表面退出。
技术参数:
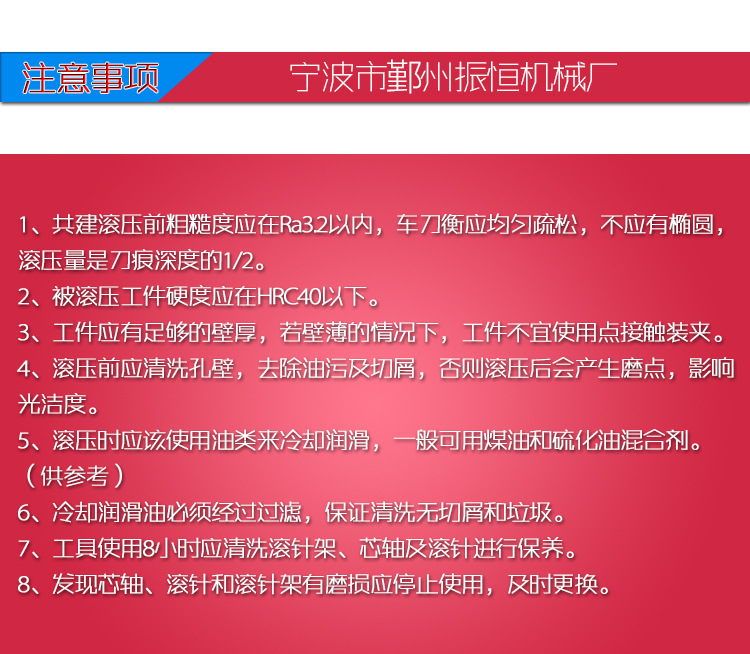
为了获得合适的滚压余量数据,应根据工件本身(主要是材质,硬度,滚压前表面粗糙度等)所选择,在批量加工前应试加工几只产品,调出所要最佳尺寸。
表一:滚压量(供参考)单位:毫米
| 直径 | 8-14 | 15-24 | 25-44 | 45-74 | 75-200 |
| 预留滚压量 | 0.005-0.02 | 0.01-0.03 | 0.02-0.04 | 0.025-0.045 | 0.03-0.06 |
表二:转速,进给量(供参考)单位:毫米
| 工件直径 | 8-14 | 15-24 | 25-44 | 45-74 | 75-99 | 100-139 | 140-200 |
| 转/分 | 1000-500 | 800-400 | 600-300 | 500-300 | 200-80 | 150-50 | 100-40 |
| 毫米/转 | 0.1-0.4 | 0.2-0.6 | 0.3-1.0 | 0.5-1.5 | 0.6-1.8 | 1.2-3.0 | 1.2-3.0 |
Характеристики
Свойства
- Происхождение
Китай
- Диапазон обработки
Машины. Оборудование. Авиация. Паровая
- Марка
Чжэньхэн
- Ли импортировать
Нет
Описание
操作方法:
1.工具调整:
(1)用千分尺测量工具顶端直径.
(2)将铝壳向上推动,左右转动,可以调节工具所需要直径,每格刻度值0.0025毫米.
工具使用:
(1)工具可以安装庆车床的尾座上,刀架上,工件旋转,工具不动进行加工,或安装庆铣床,镗床,钻床,加工中心机床主轴上,工件不动,工具旋转进行加工.
(2)工具与工件必须在同一轴线上,以免影响工具的使用寿命.
(3)机床主轴应右转.
(4)工件加工完,工具继续旋转和自动缩小直径,不损伤加工表面退出。
技术参数:
为了获得合适的滚压余量数据,应根据工件本身(主要是材质,硬度,滚压前表面粗糙度等)所选择,在批量加工前应试加工几只产品,调出所要最佳尺寸。
表一:滚压量(供参考)单位:毫米
| 直径 | 8-14 | 15-24 | 25-44 | 45-74 | 75-200 |
| 预留滚压量 | 0.005-0.02 | 0.01-0.03 | 0.02-0.04 | 0.025-0.045 | 0.03-0.06 |
表二:转速,进给量(供参考)单位:毫米
| 工件直径 | 8-14 | 15-24 | 25-44 | 45-74 | 75-99 | 100-139 | 140-200 |
| 转/分 | 1000-500 | 800-400 | 600-300 | 500-300 | 200-80 | 150-50 | 100-40 |
| 毫米/转 | 0.1-0.4 | 0.2-0.6 | 0.3-1.0 | 0.5-1.5 | 0.6-1.8 | 1.2-3.0 | 1.2-3.0 |